Install the Power Drawbar
Before You Begin
Required Tools
This procedure requires the following tools. Collect them before you begin.
- Adjustable wrench (two)
- Clean cloth
- Electric drill
- Hardware to install the
- Metric hex wrench set
- Paint pen
- Tooling to drill holes for the
- Adjustable wrench (two)
- Clean cloth
- Flat-blade screwdriver
- Metric hex wrench set
- Paint pen
- Phillips screwdriver
Air Requirements
-
Air Pressure Between 90 psi and 120 psi (620 kPa to 825 kPa).
If the air supply is more than 120 psi (825 kPa), you must use a regulator.
-
Air Volume At least 6 CFM at 90 PSI. Check with your plasma source manufacturer in case your model requires more volume.
-
Dry Air We recommend using a compressed air dryer, desiccator, or filter between the air compressor and the machine.
-
Lubricated Air You must lubricate the air with air tool oil.
Use the FRL Filter-Regulator-Lubricator (PN 32457) or similar for this purpose.
Installation
Prepare the Machine
- If there's already a Tormach Tooling System (TTS) tool holder in the spindle, remove it.
- Verify that you can access the inside of the spindle cabinet: jog the Z-axis down (-Z) until it is about 6 in. (15 cm) from the machine table.
-
Power off the machine and the PathPilot controller.
- Push in the machine's red Emergency Stop button, which removes power to motion control.
- From the PathPilot interface, select Exit.
- Turn the Main Disconnect switch to OFF on the side of the electrical cabinet.
- Remove the power plug(s) from the wall outlet. If your system is hardwired, isolate the machine by opening its circuit breaker(s).
- Follow correct lockout/tagout procedures.
Disassemble the Original Power Drawbar
Loose Objects Hazard: The original drawbar contains spring-loaded hardware, which could quickly become loose, causing serious injury. Before disassembling the original drawbar, you must put on safety eyewear that meets ANSI Z87+.
- Put on safety eyewear.
- Open the spindle door.
- While using one hand to support the Tormach Tooling System (TTS) collet, use the other to turn and remove the original drawbar.
- Set the collet and the original drawbar aside.
-
While using one hand to hold the spindle lock arm, use the other to remove the spindle lock arm pivot screw with a

Spindle lock arm pivot screw removed from the original drawbar assembly.
The spindle lock arm assembly contains spring-loaded hardware, which could quickly become loose.
-
Carefully remove the spindle lock arm.

Spindle lock arm removed from the original drawbar assembly.
-
Remove the spindle lock base and its components with a 5 mm hex wrench.

Spindle lock base from the original drawbar assembly.
Keep all components for future use. The original drawbar, drawbar bushing, and spindle lock are all required to operate the machine if you later decide to remove the Power Drawbar.
- Wipe all exposed drawbar mounting surfaces inside the spindle motor cabinet with a clean cloth.
-
Remove the spindle lock arm on the spindle door.

Spindle lock arm on the spindle door.




Loose Objects Hazard: The original drawbar contains spring-loaded hardware, which could quickly become loose, causing serious injury. Before disassembling the original drawbar, you must put on safety eyewear that meets ANSI Z87+.
- Put on safety eyewear.
- Open the spindle door.
- While using one hand to support the Tormach Tooling System (TTS) collet, use the other to turn and remove the original drawbar.
- Set the collet and the original drawbar aside.
-
While using one hand to hold the spindle lock arm, use the other to remove the spindle lock arm pivot screw with a

Spindle lock arm pivot screw removed from the original drawbar assembly.
The spindle lock arm assembly contains spring-loaded hardware, which could quickly become loose.
- Remove the spindle lock arm pivot bolt with a 6 mm hex wrench. Then, remove the spindle lock arm.
-
Remove the spindle lock base and its components with a 5 mm hex wrench.

Spindle lock base from the original drawbar assembly.
Keep all components for future use. The original drawbar, drawbar bushing, and spindle lock are all required to operate the machine if you later decide to remove the Power Drawbar.
-
Wipe all exposed drawbar mounting surfaces inside the spindle motor cabinet with a clean cloth.

Mounting surfaces to clean inside the spindle motor cabinet.



Assemble the Power Drawbar
- Find the drawbar that you set aside in Disassemble the Original Drawbar.
- Remove the drawbar bushing from the drawbar, and set it aside.
- Put
- Find the eight spring washers provided.
-
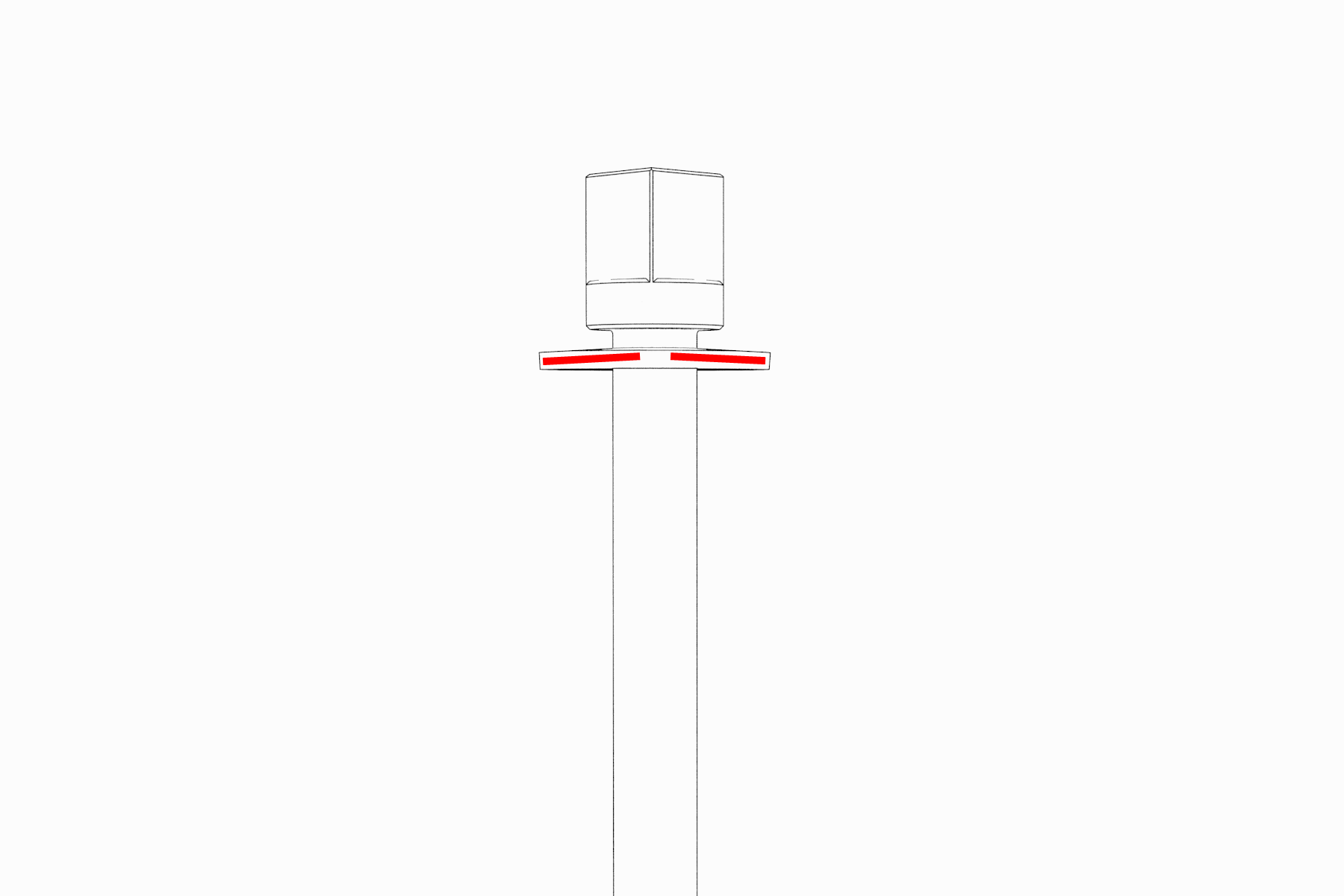
Move one spring washer on the drawbar, with the convex side of the spring washer toward the drawbar head.

Convex side of the spring washer toward the drawbar head.
-
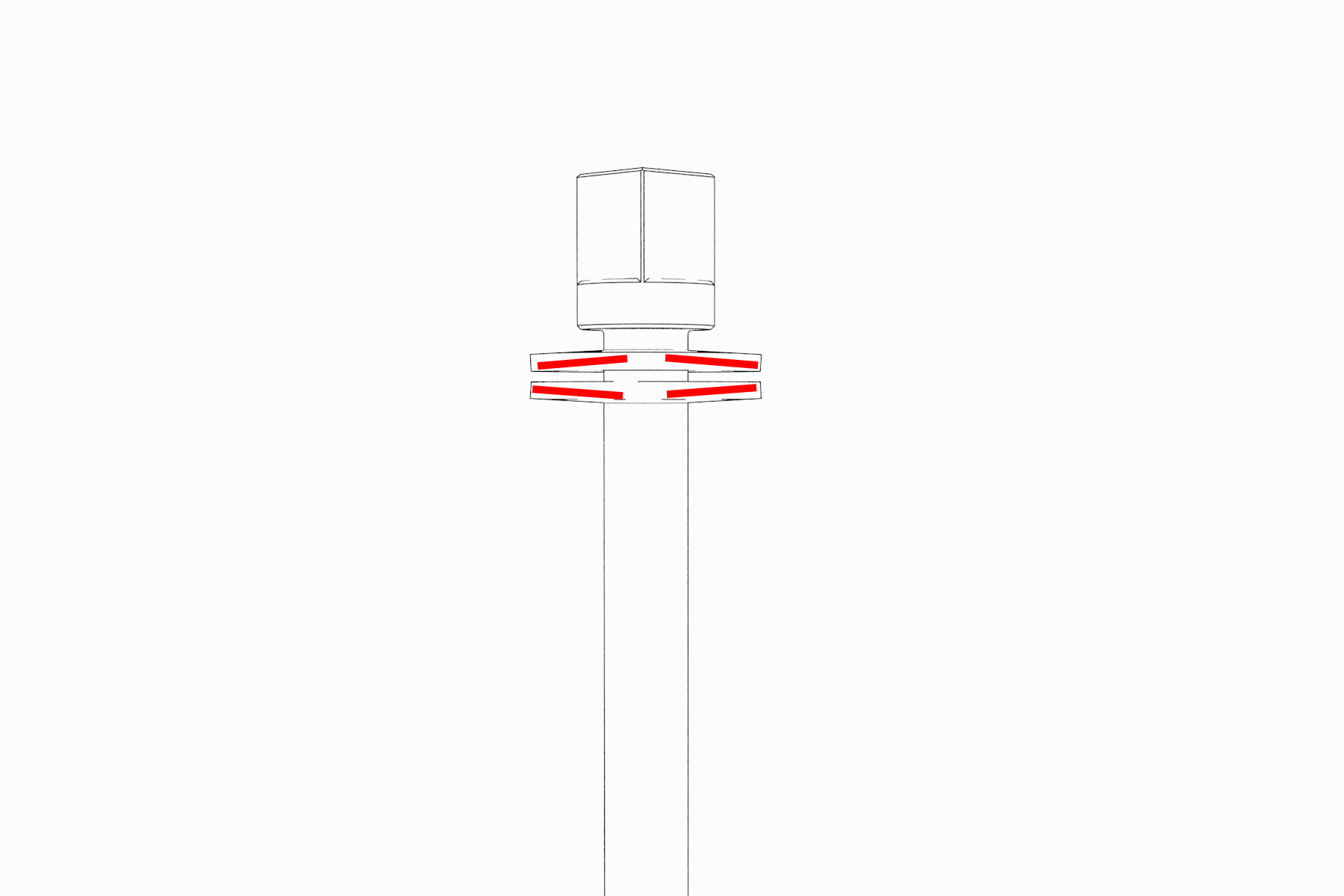
Move another spring washer on the drawbar, with the concave side of the spring washer toward the concave side of the spring washer from Step 5.

Concave sides of two spring washers together.
- Put
- Repeat Steps 5 through 7 for the remaining six spring washers. Make sure that you put
-
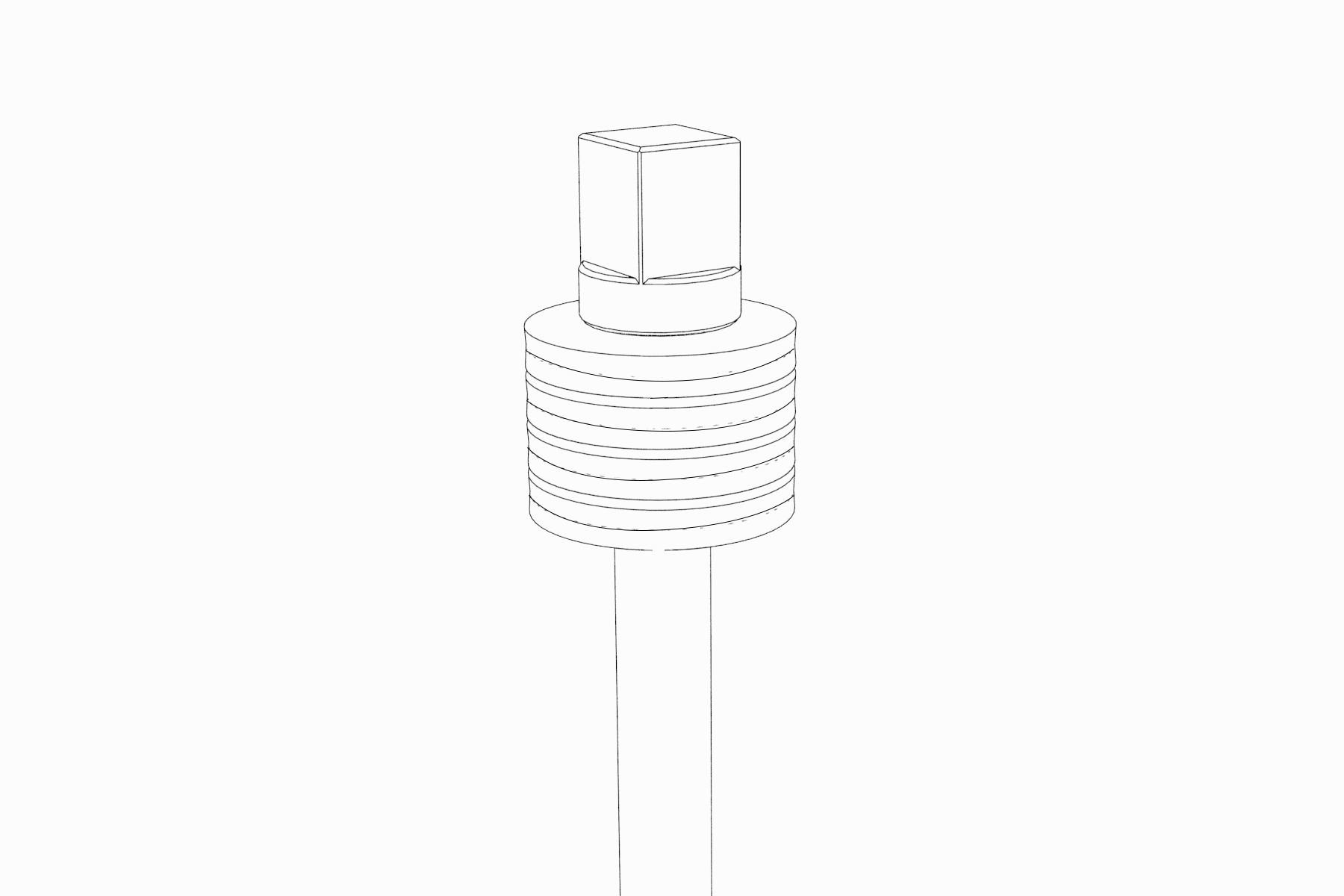
Examine the stack of spring washers. Make sure that all eight spring washers are on the drawbar and arranged in four sets of opposing pairs.

All eight spring washers on the drawbar.
- Find the drawbar bushing that you set aside in Step 2, and put it on the drawbar. Make sure that the smaller diameter of the drawbar bushing is toward the bottom of the drawbar.
- Put
-
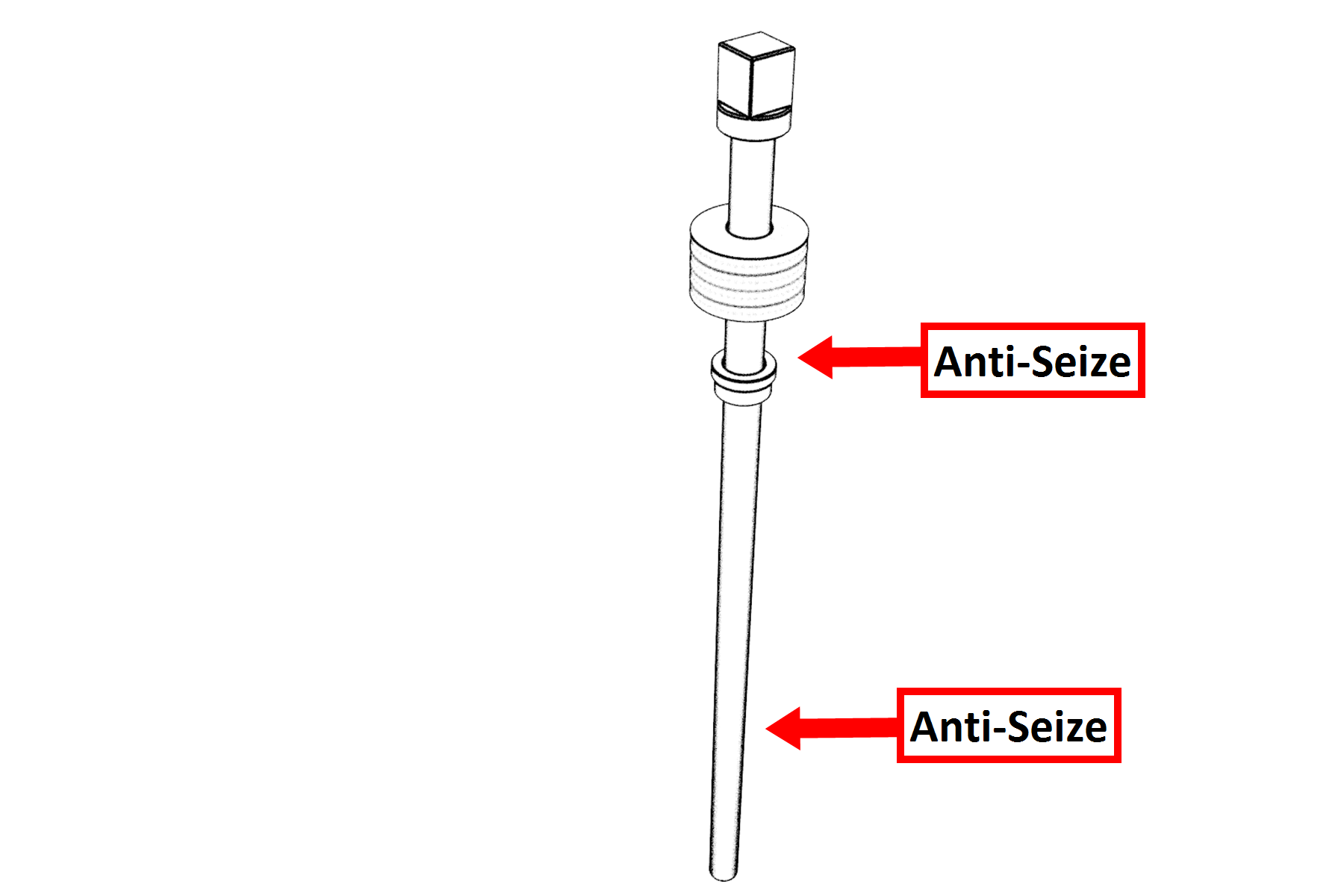
Put

Locations to apply
- Put
- Put the drawbar assembly into the spindle.
-
While using one hand to insert the collet into the spindle, use the other to turn the drawbar into the collet.

Drawbar assembly installed in the spindle motor cabinet.
- Hand-tighten the drawbar.
- While using one hand to insert an empty Tormach Tooling System (TTS) tool holder into the collet, use the other to tighten the collet into the drawbar with an adjustable wrench.
-
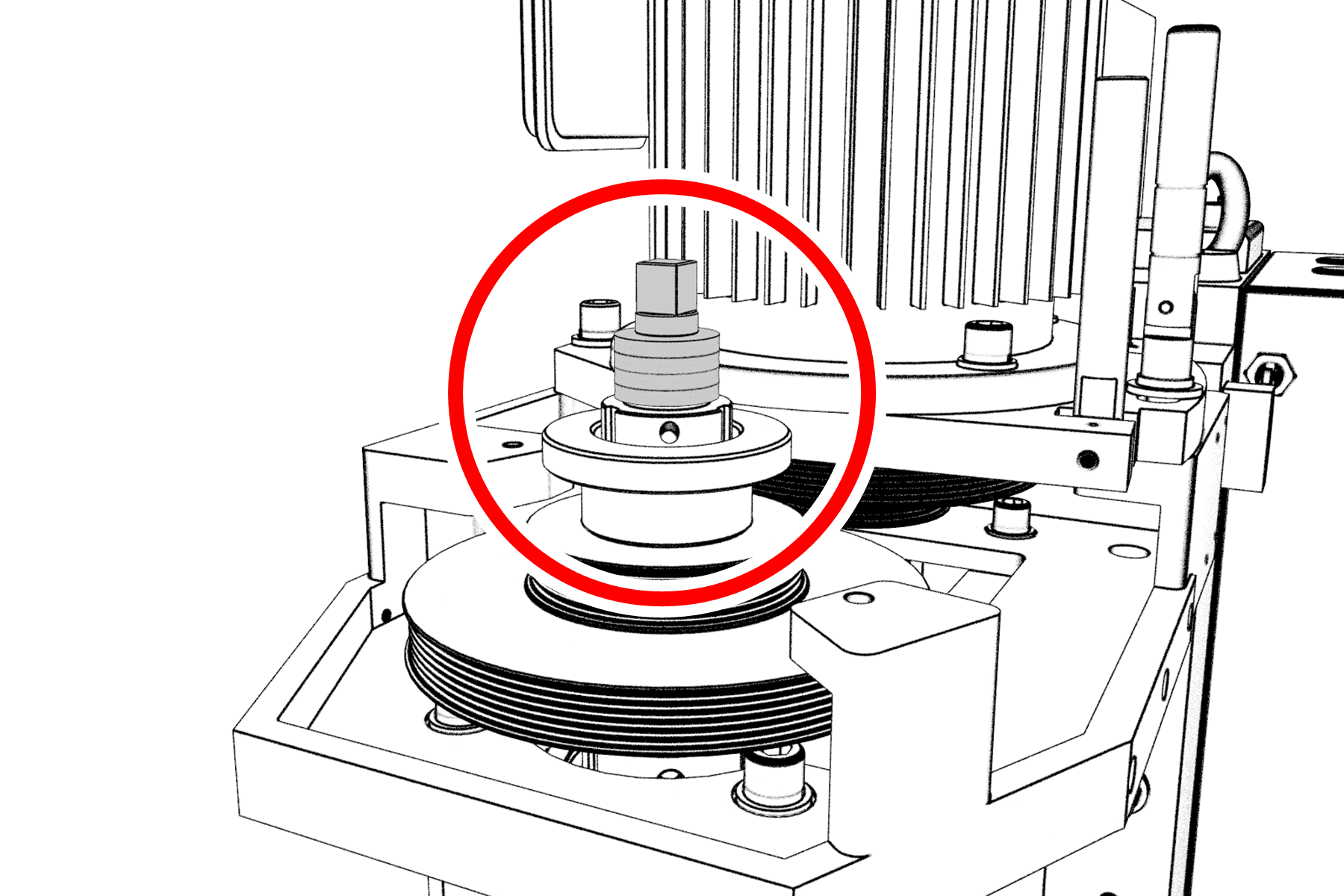
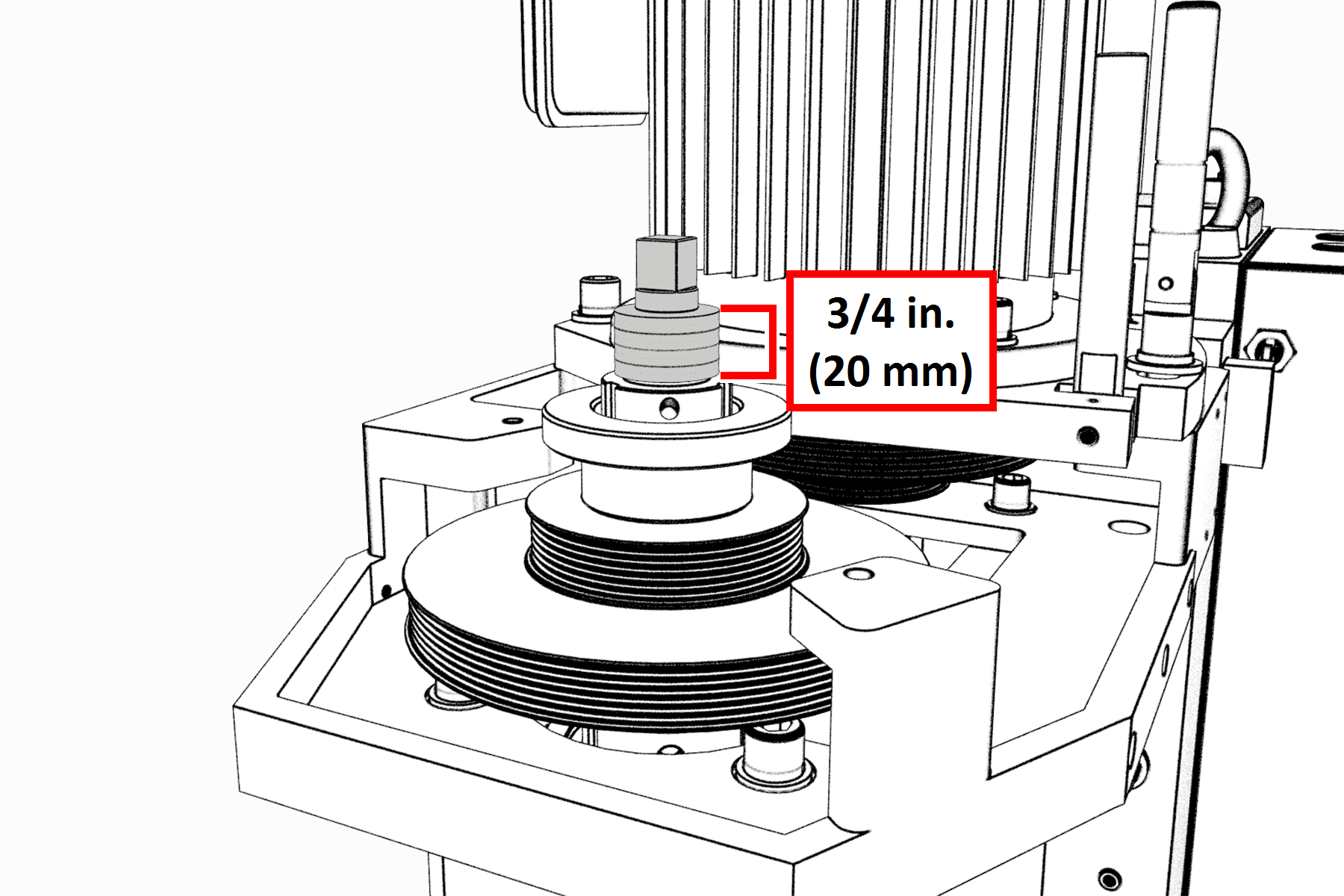
Use two large, adjustable wrenches to tighten the Power Drawbar until the spring washer stack is compressed to a height of 3/4 in. (20 mm).

Correctly compressed spring washer stack.
Later in this procedure, after you complete the initial installation, you'll do a final drawbar tension adjustment. For more information, see Adjust the Drawbar Tension.
- Find the Power Drawbar cylinder assembly provided.
-
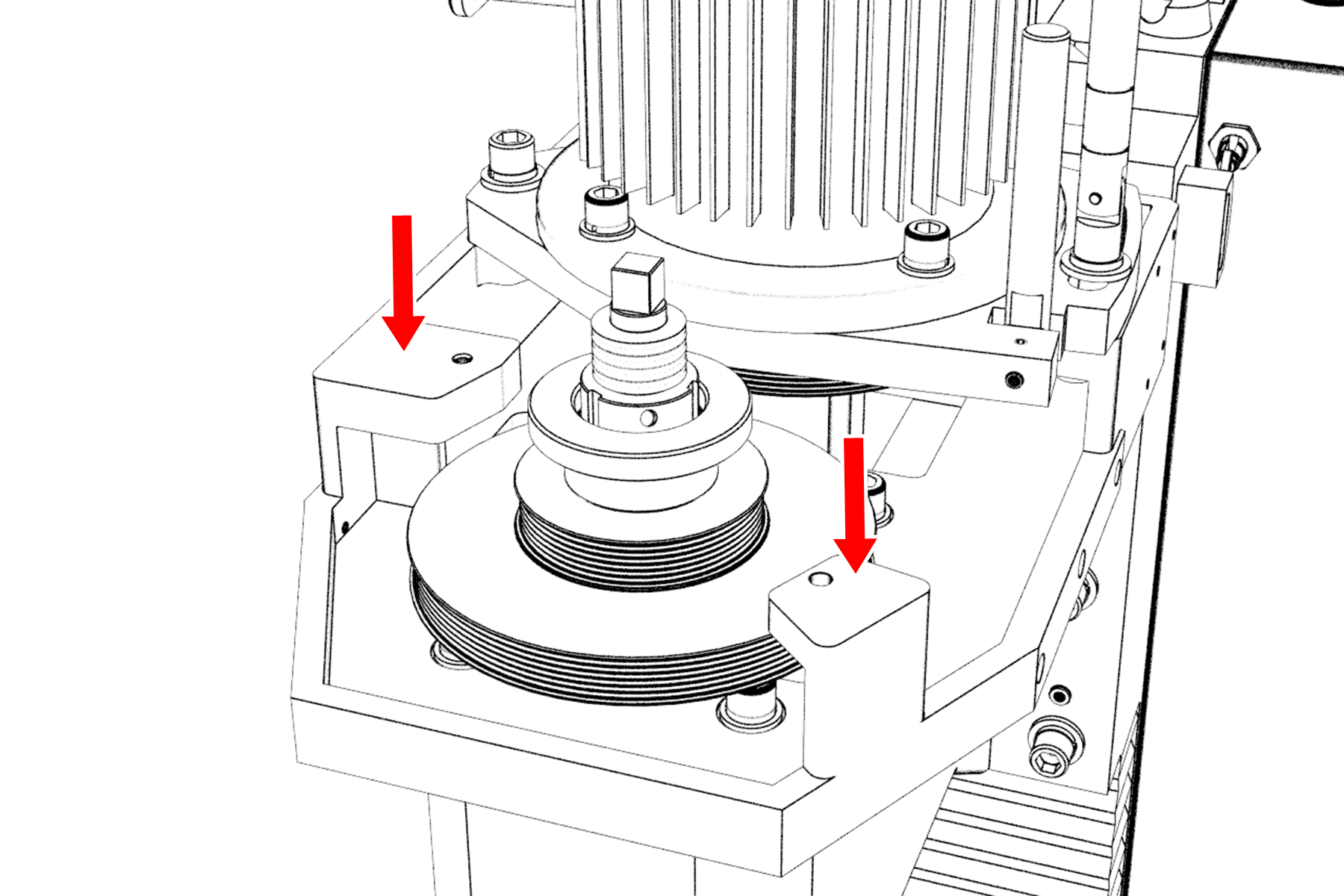
Identify the Power Drawbar mounting surfaces inside of the spindle motor cabinet, as shown in the following image.

Power Drawbar mounting surfaces inside of the spindle motor cabinet.
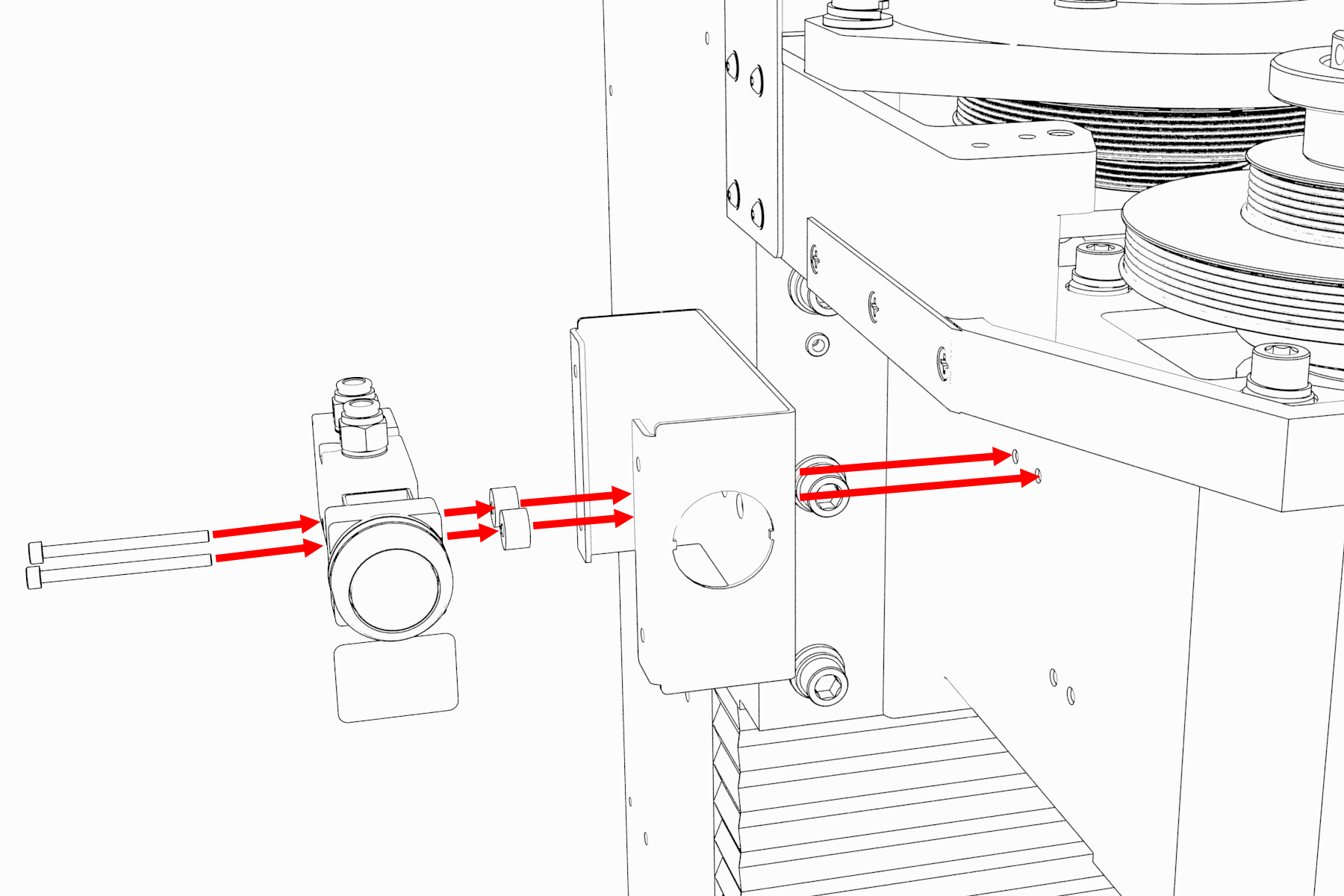
- Put the Power Drawbar cylinder assembly on the mounting surface.
- Find the
-
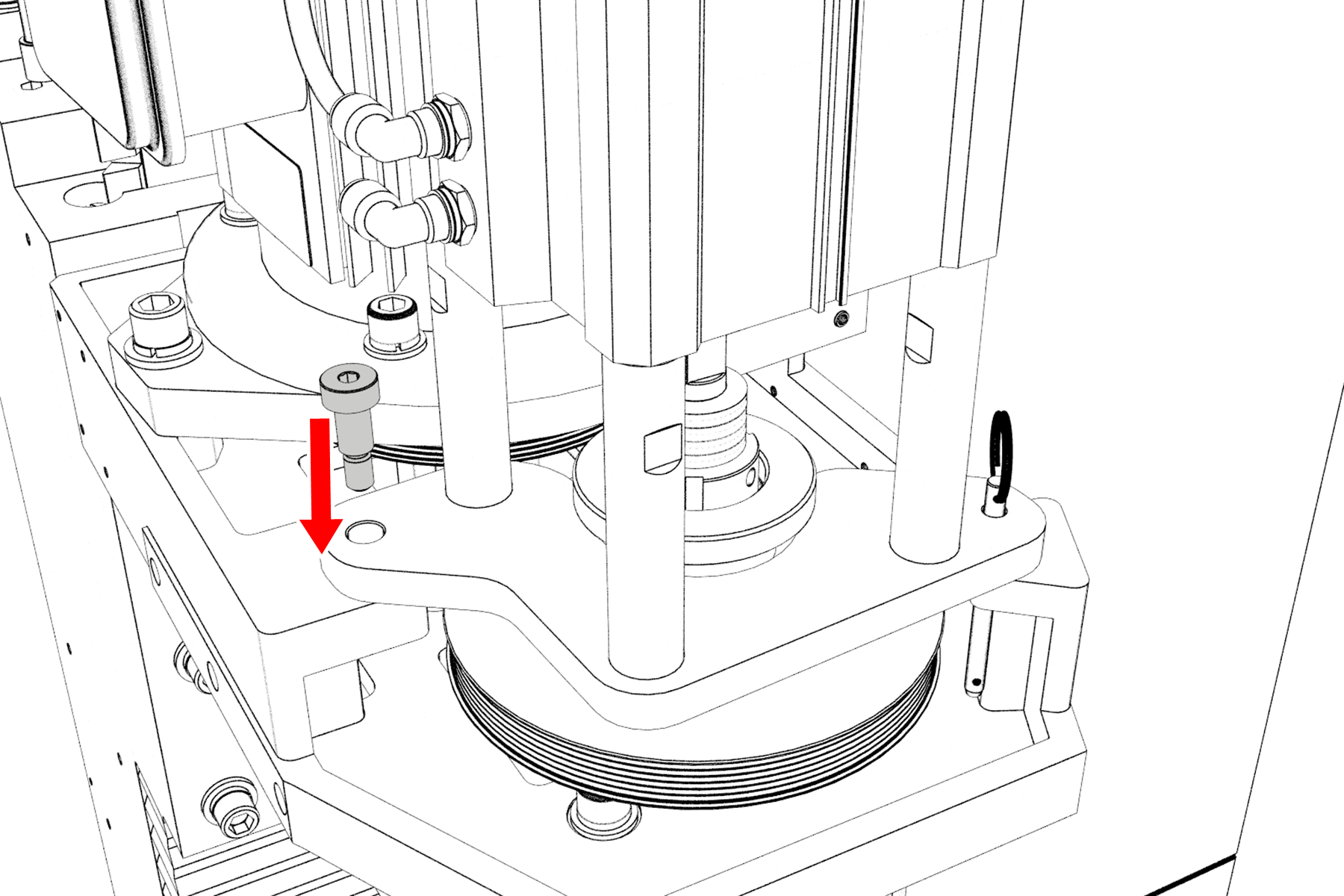
Install the
The head of the shoulder screw will protrude above the mounting plate when the thread of the shoulder screw is fully installed.
The unit, which floats by design, is now securely installed to the spindle head.

-
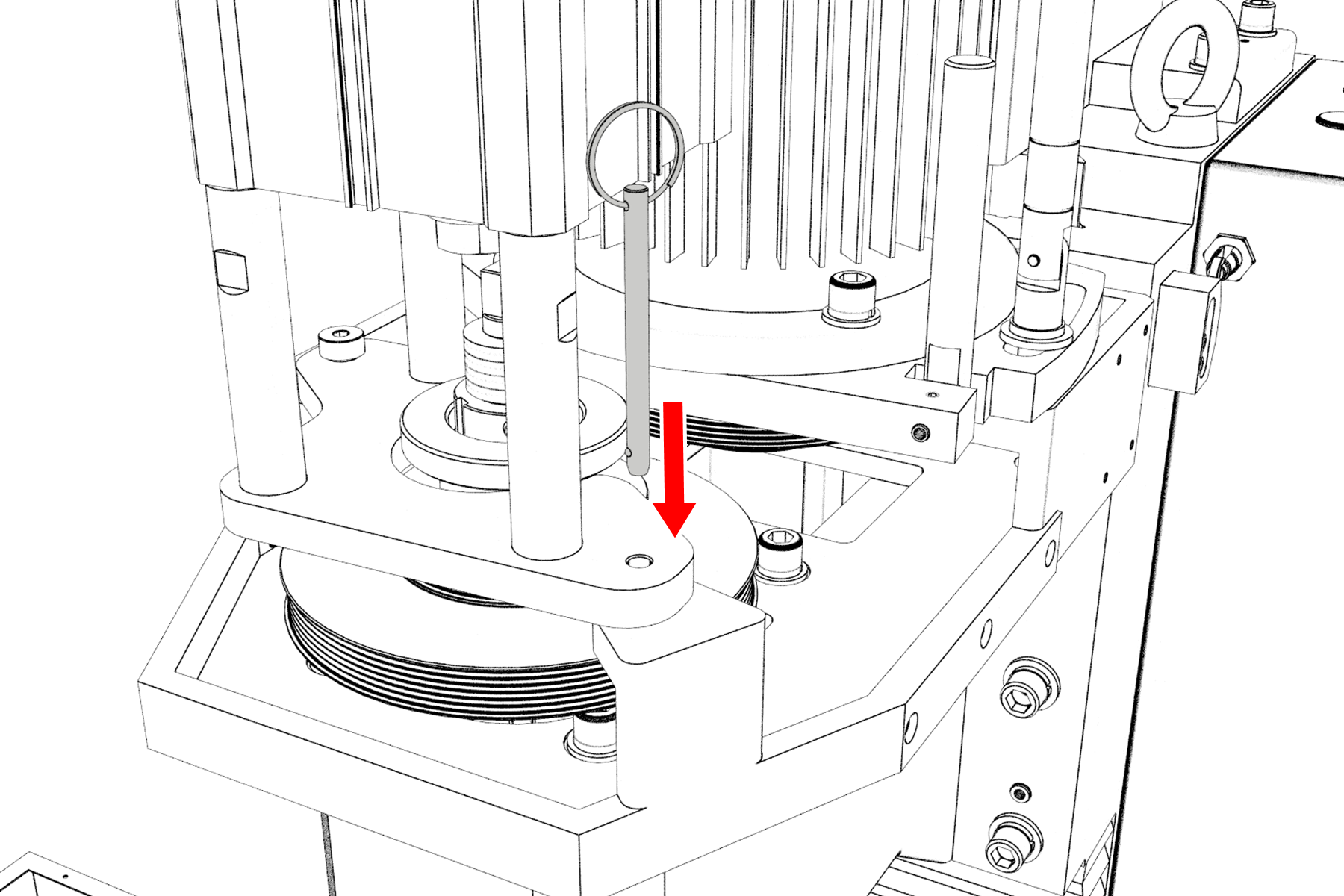
Find the quick-release pin provided, and then insert it into the Power Drawbar cylinder’s mount plate.
The quick-release pin allows the Power Drawbar cylinder to pivot within the spindle motor cabinet.

Quick-release pin inserted into the Power Drawbar cylinder's mount plate.
- Find the drawbar that you set aside in Disassemble the Original Drawbar.
- Remove the drawbar bushing from the drawbar, and set it aside.
- Put
- Find the eight spring washers provided.
-
Move one spring washer on the drawbar, with the convex side of the spring washer toward the drawbar head.
Convex side of the spring washer toward the drawbar head.
-
Move another spring washer on the drawbar, with the concave side of the spring washer toward the concave side of the spring washer from Step 5.
Concave sides of two spring washers together.
- Put
- Repeat Steps 5 through 7 for the remaining six spring washers. Make sure that you put
-
Examine the stack of spring washers. Make sure that all eight spring washers are on the drawbar and arranged in four sets of opposing pairs.
All eight spring washers on the drawbar.
- Find the drawbar bushing that you set aside in Step 2, and put it on the drawbar. Make sure that the smaller diameter of the drawbar bushing is toward the bottom of the drawbar.
- Put
-
Put
Locations to apply
- Put
- Put the drawbar assembly into the spindle.
-
While using one hand to insert the collet into the spindle, use the other to turn the drawbar into the collet.
Drawbar assembly installed in the spindle motor cabinet.
- Hand-tighten the drawbar.
- While using one hand to insert an empty Tormach Tooling System (TTS) tool holder into the collet, use the other to tighten the collet into the drawbar with an adjustable wrench.
-
Use two large, adjustable wrenches to tighten the Power Drawbar until the spring washer stack is compressed to a height of 3/4 in. (20 mm).
Correctly compressed spring washer stack.
Later in this procedure, after you complete the initial installation, you'll do a final drawbar tension adjustment. For more information, see Adjust the Drawbar Tension.
- Find the Power Drawbar cylinder assembly provided.
-
Identify the Power Drawbar mounting surfaces inside of the spindle motor cabinet, as shown in the following image.
Power Drawbar mounting surfaces inside of the spindle motor cabinet.
- Put the Power Drawbar cylinder assembly on the mounting surface.
- Find the
-
Install the
The head of the shoulder screw will protrude above the mounting plate when the thread of the shoulder screw is fully installed.
The unit, which floats by design, is now securely installed to the spindle head.

-
Find the quick-release pin provided, and then insert it into the Power Drawbar cylinder’s mount plate.
The quick-release pin allows the Power Drawbar cylinder to pivot within the spindle motor cabinet.

Quick-release pin inserted into the Power Drawbar cylinder's mount plate.

Install the FRL (1100M/MX, 770M/MX Only)
We're continuously improving our products, so your machine may vary from the photos in our documents and videos. While the images may vary, the concepts still apply.
- Clean the
- Remove and discard the plastic inserts from the
- Identify the dial provided, and then put two layers of thread seal tape on its threads.
- Attach the dial on the front of the
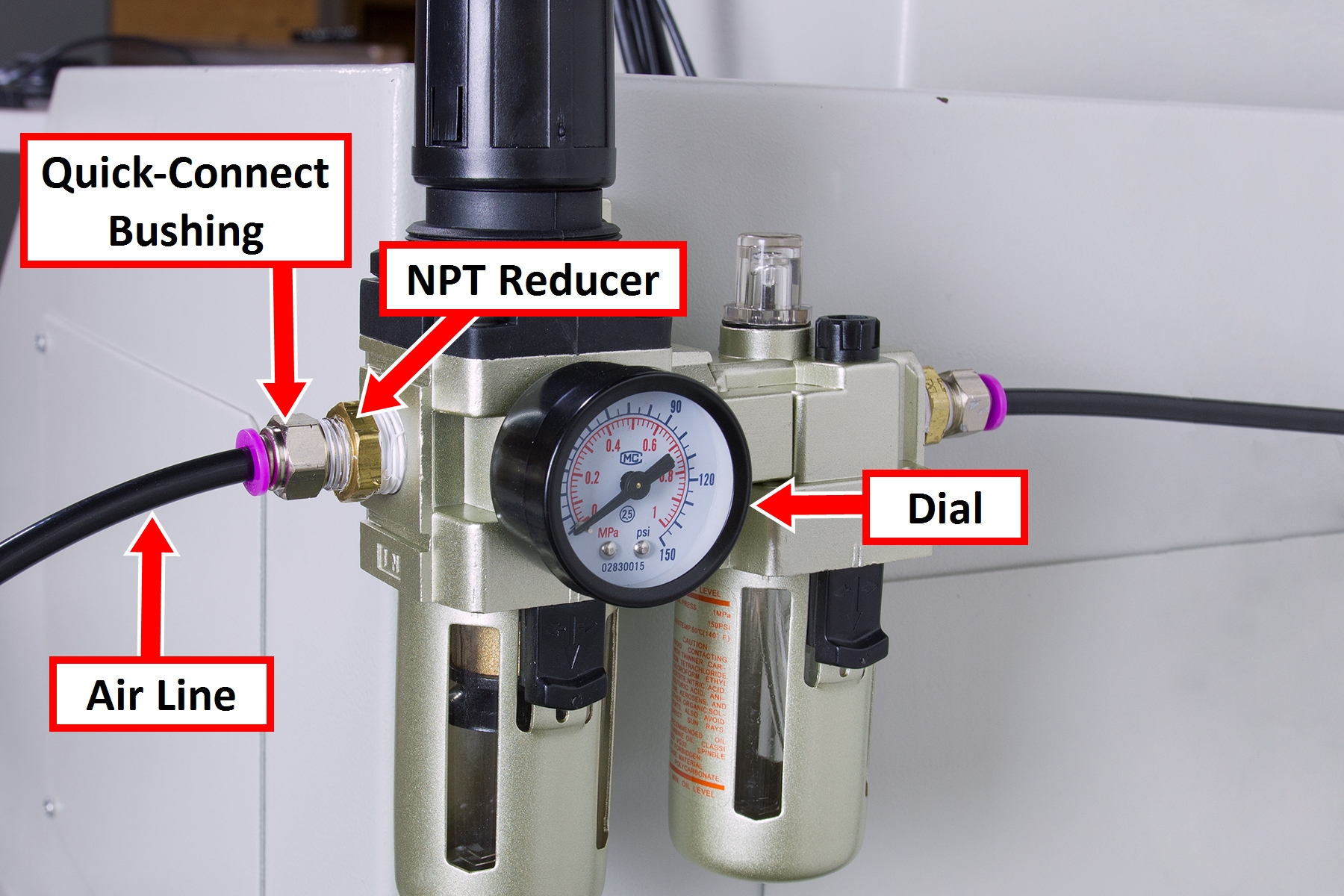
- Identify the two quick-connect bushings and the two NPT reducers provided. Connect the quick-connect bushings to the NPT reducers.
- Put two layers of thread seal tape on the threads of the NPT reducers.
- Attach the NPT reducers to the valve housings on either side of the
-
Determine a location to install the

FRL installed on the machine.
- Use the
- Install the
- Connect the air lines to the quick-connect bushings.
Set Up the FRL (1100M/MX, 770M/MX Only)
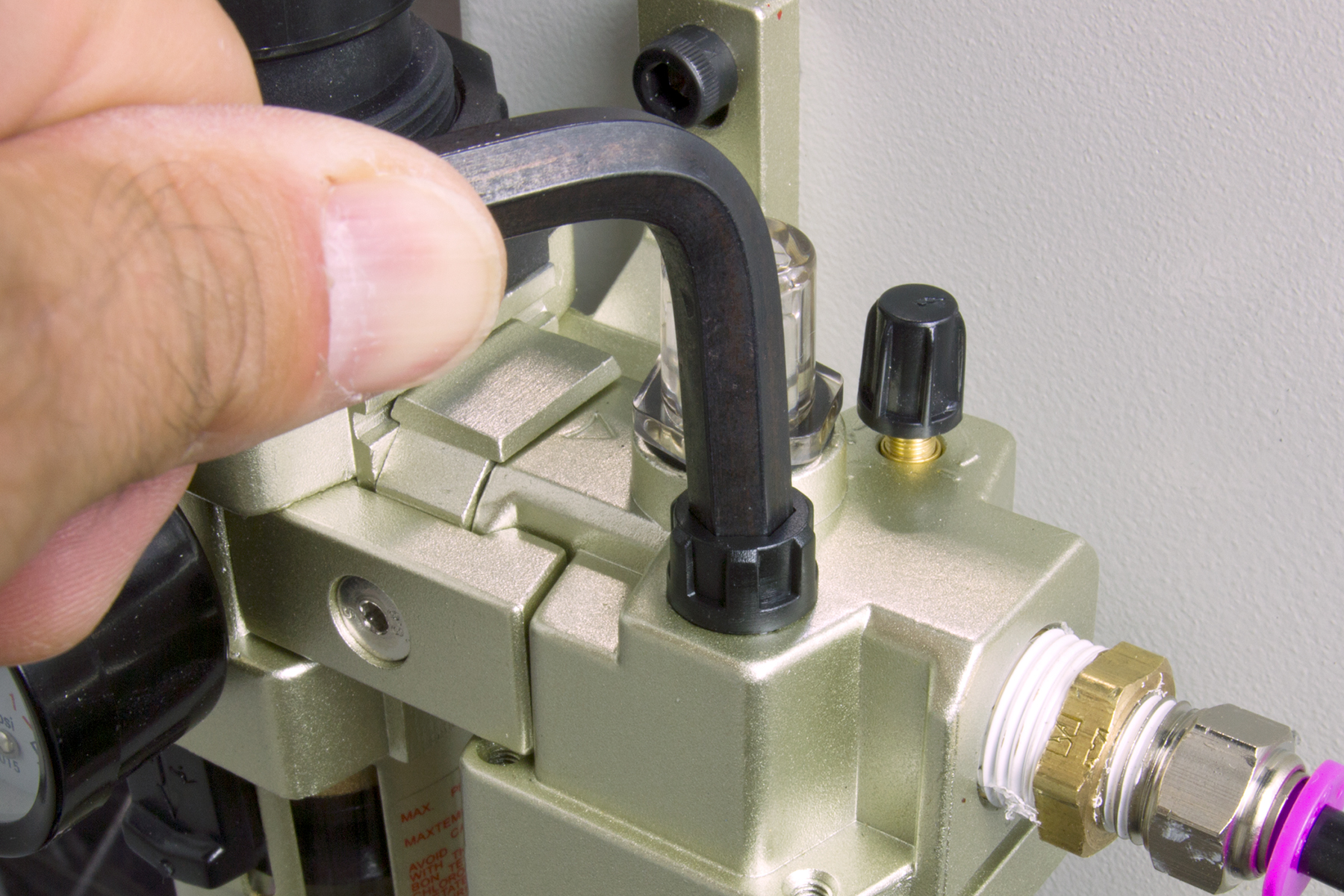
-
Open the fill port on the

Fill port on an
- Fill the lubricator bowl with standard air tool oil with a small funnel. You must only use oil specifically designed for air tools.
- Turn the adjustment knob halfway toward the +.
- Flush all air bubbles from the system.
-
Examine the sight window for air bubbles. When there are no air bubbles in the sight window, and a drop of lubricant is on the bottom of the stem, turn the adjustment knob one-quarter turn back.

Components to flush the air from the
-
Close the fill port on the
Don't use a hex wrench to close the fill port. If you do, you could over-tighten it and break the plastic cap.

- Turn the lubricator adjustment knob all the way down (counter-clockwise).
- Turn the air pressure regulator all the way down and disconnect the outlet air line from the push-to-connect fitting.
-
Start to turn the air pressure regulator, which allows air to free flow out the outlet side, while watching the lubricator site window.
To prevent air tool oil from spraying, we recommend holding a paper towel or shop rag to the outlet side.
-
When you see oil exiting the outlet side, and when a drop forms and falls rapidly in the side window, start to turn the lubricator adjustment knob clockwise. Stop turning the knob when you see one drip every five seconds.
Because the machine uses a small amount of air for every air blast, it's better to set it up on the higher side of the drip rate.
Make Air Connections
If you have an (optional)
- Find the button box assembly provided.
- Remove four M5 × 0.8 - 10 button head screws securing the cover to the button box with a 3 mm hex wrench. Then, remove the cover.
-
Install the button box base, standoffs, and button assembly on the mill head with two M4 × 0.7 - 50 socket head cap screws.

Button box base installed on the mill head.
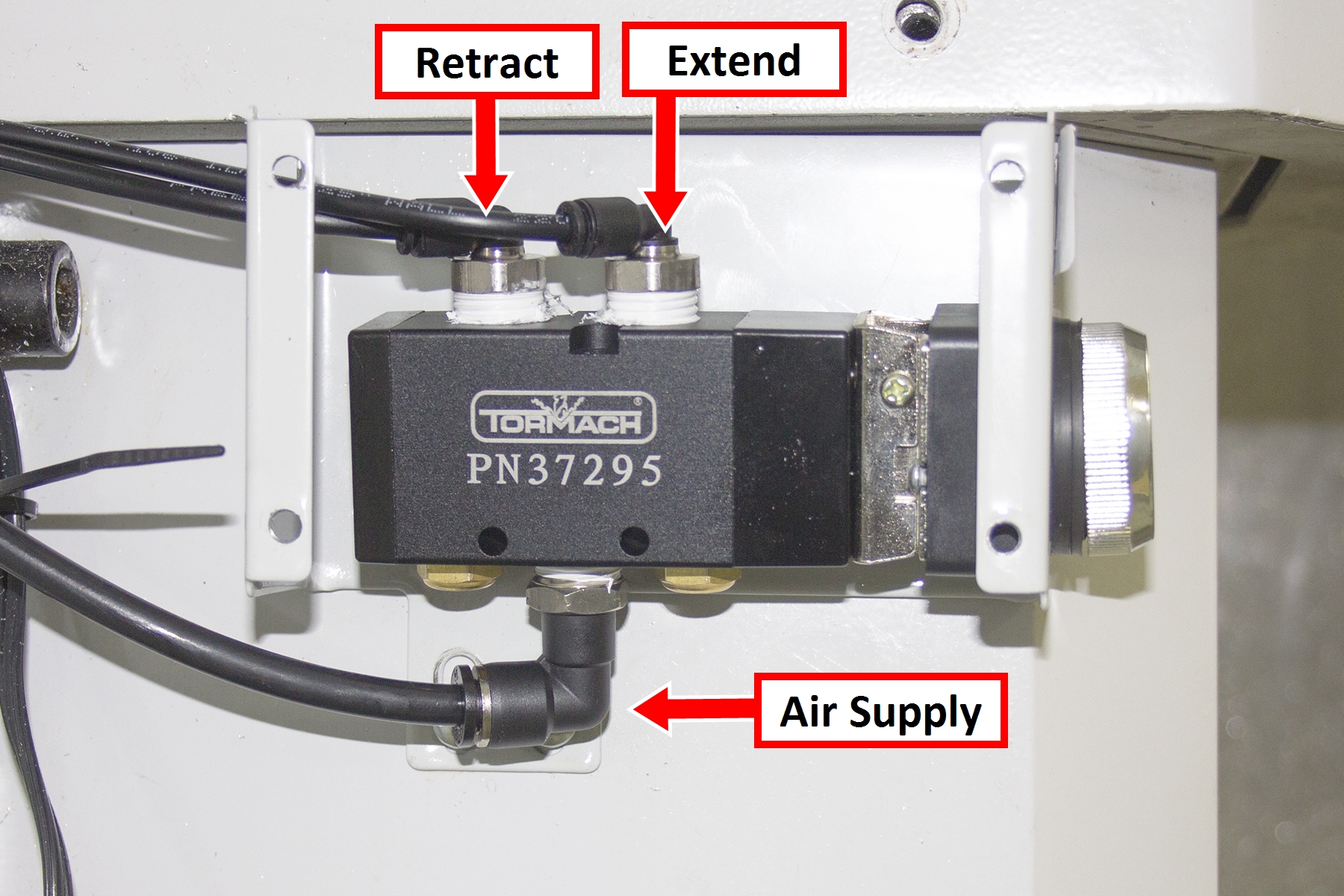
- Remove and discard the shipping plugs on the Power Drawbar.
-
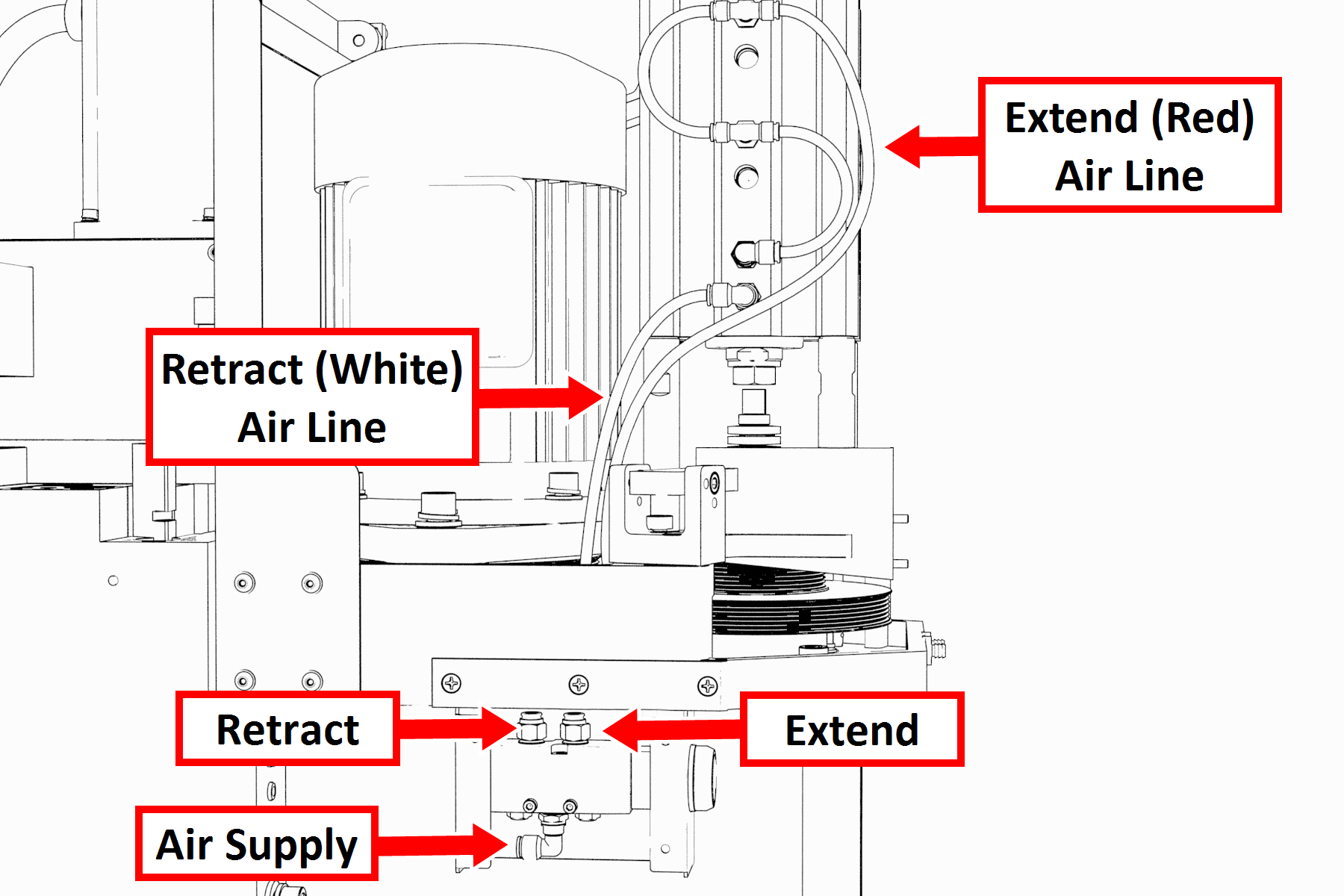
Find the Retract (white) air line provided. Then, connect one end to the Retract port on the Power Drawbar button.

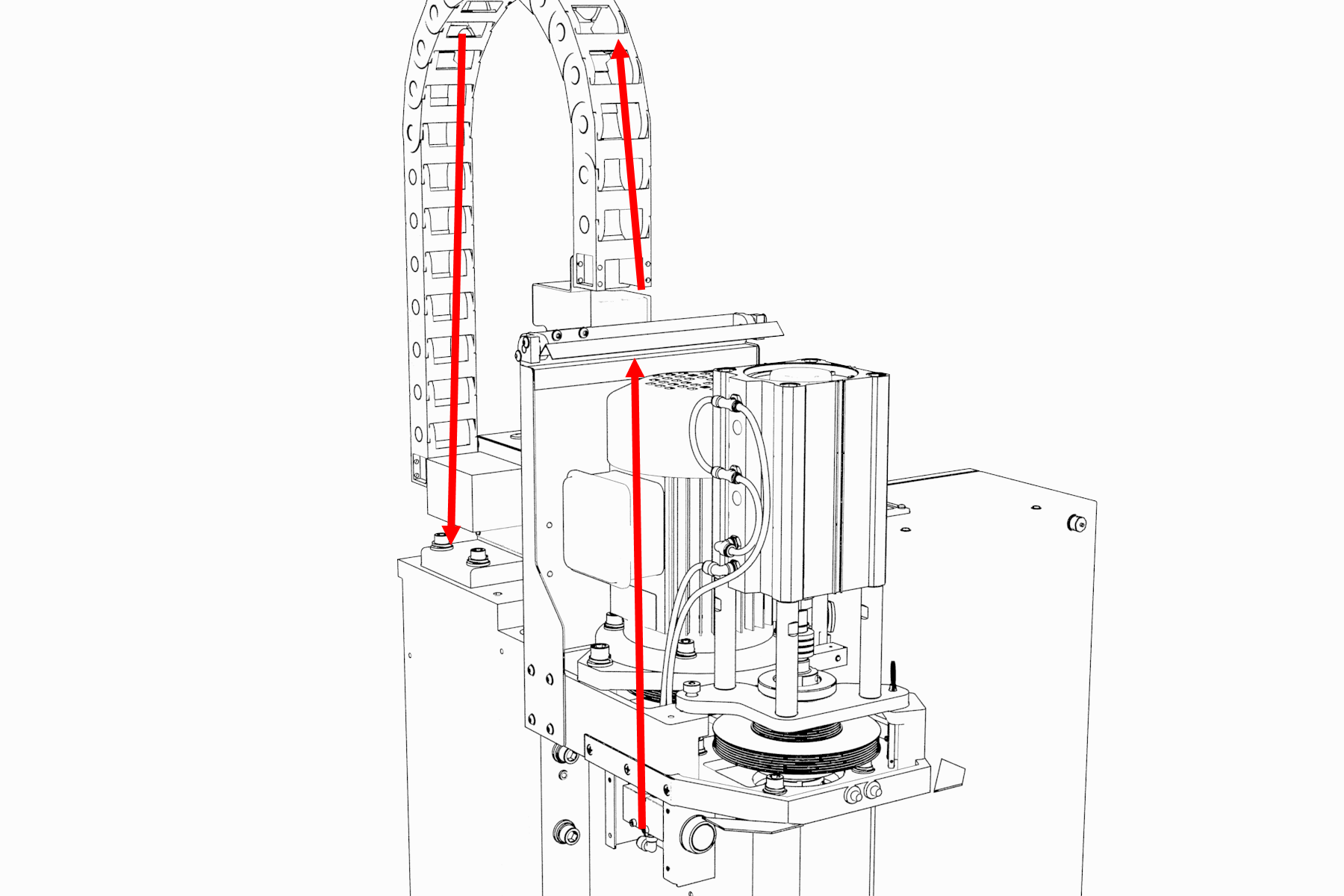
Power Drawbar air line routing.
-
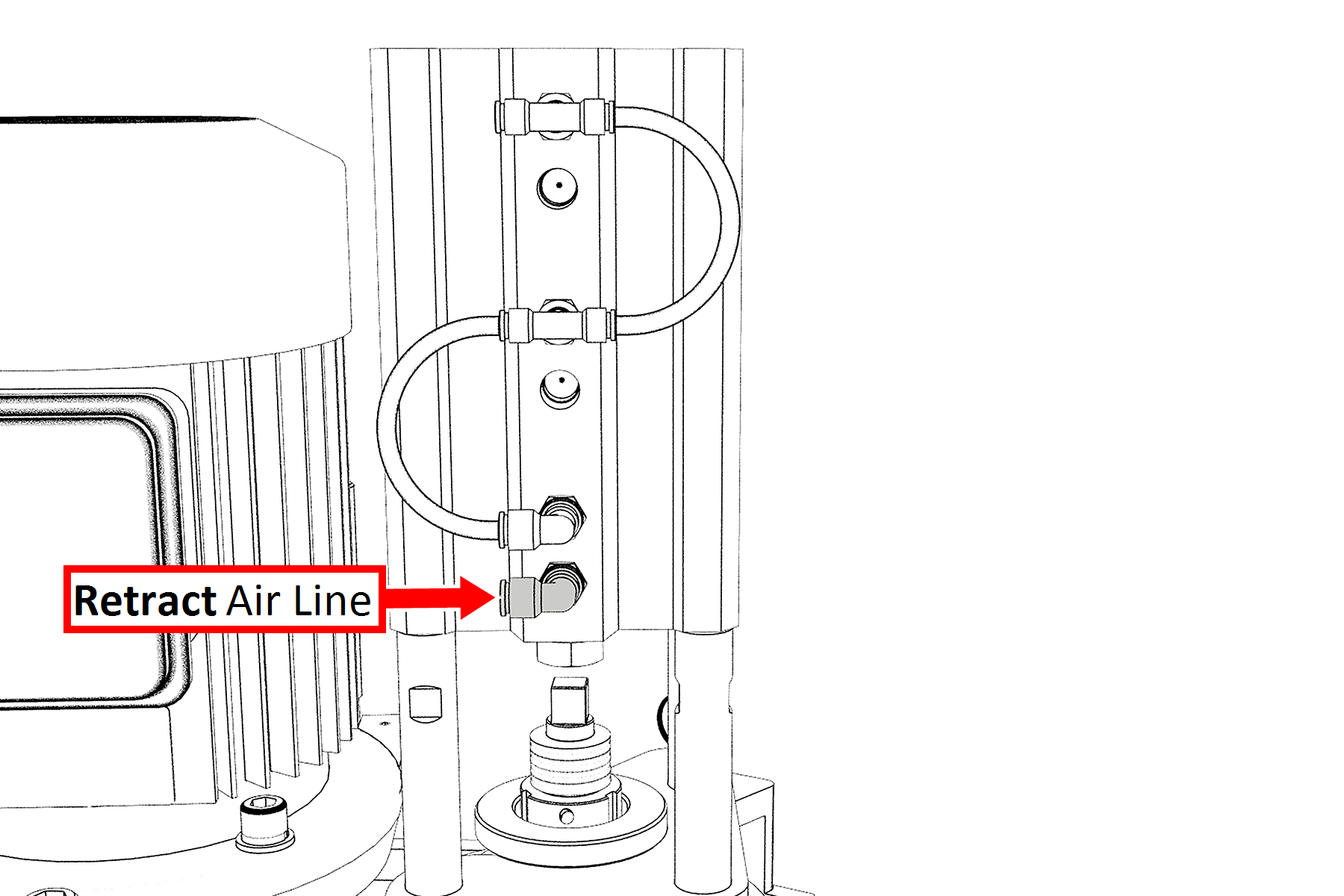
Route the loose end of the Retract air line to the Power Drawbar cylinder, and then connect it to the lowest elbow fitting.

Retract fitting on the Power Drawbar cylinder.
- Find the Extend (red) air line provided. Then, connect one end to the Extend port on the Power Drawbar button.
-
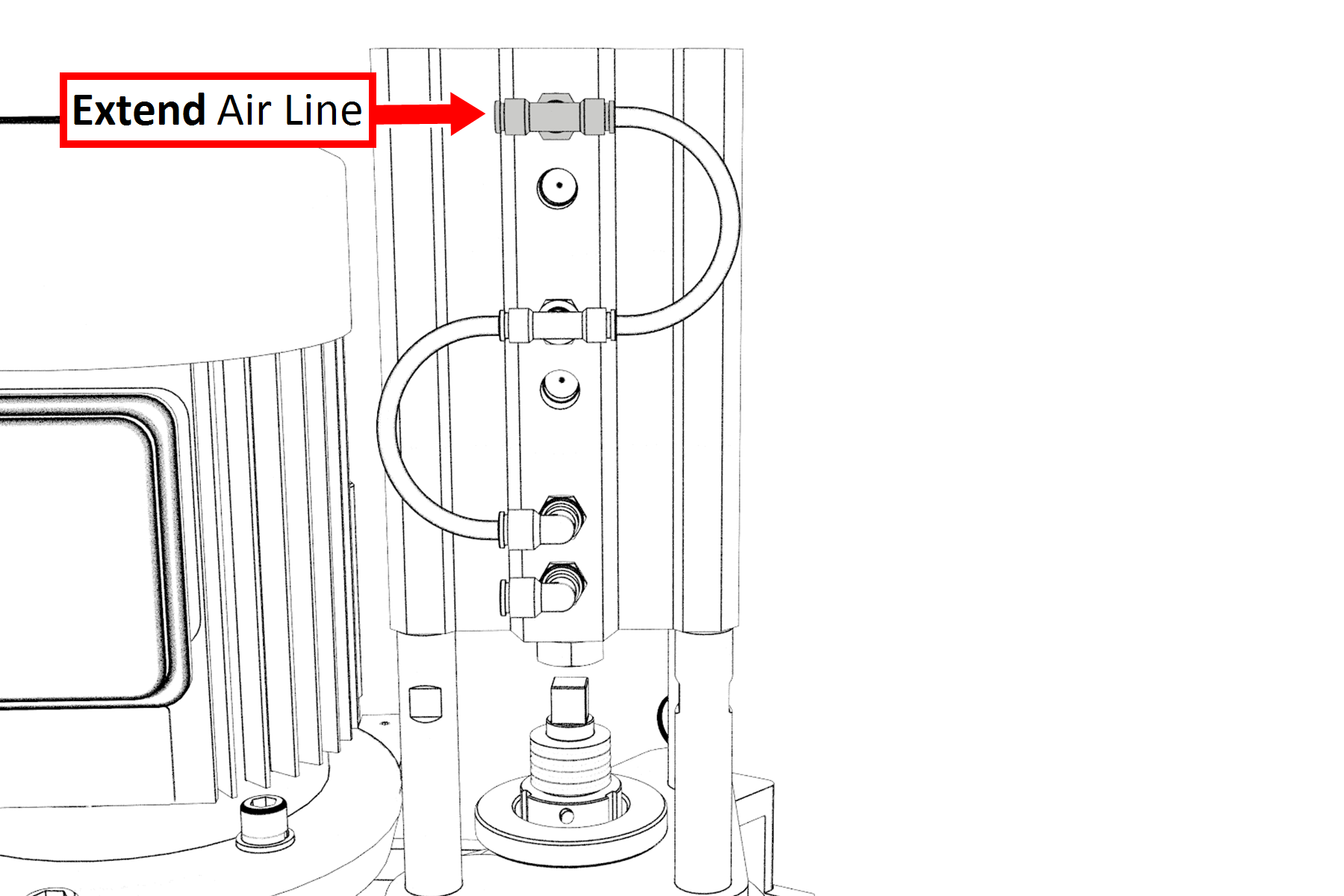
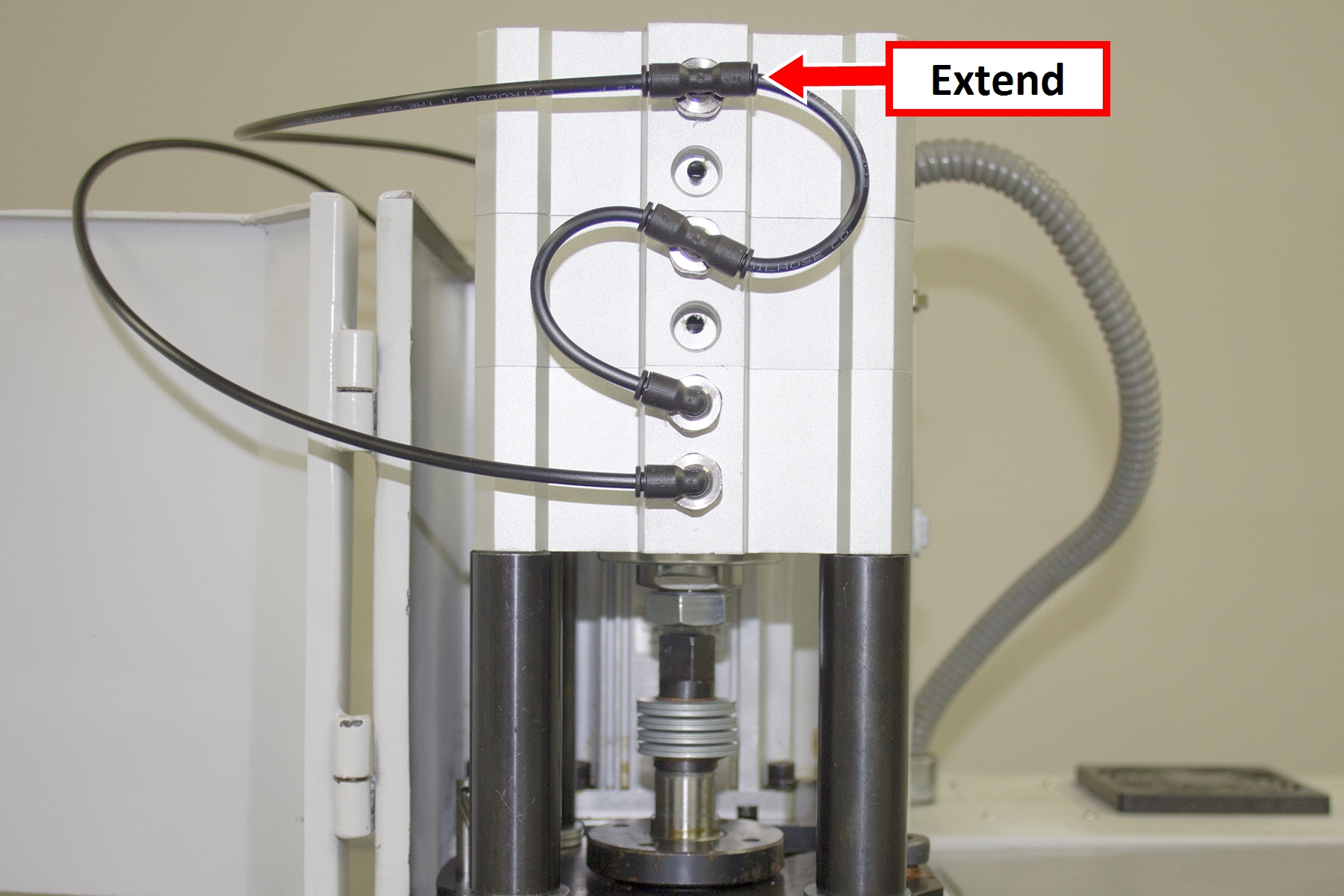
Route the loose end of the Extend air line to the Power Drawbar cylinder, and then connect it to the top tee fitting.

Extend fitting on the Power Drawbar cylinder.
- Use the
- Find the 1/4 in. plastic tube provided. Then, connect one end to the Air Supply push-to-connect elbow on the Power Drawbar button.
-
Route the loose end of the 1/4 in. plastic tube through the energy chain and toward the

Air line routing through the energy chain.
- Connect the 1/4 in. plastic tube to the Output port on the
- Find the 1/4 in. plastic tube provided. Then, connect one end to the Input port on the
- Put the 1/4 in. push-connect air fitting adapter on the loose end of the 1/4 in. plastic tube.
- Route the 1/4 in. plastic tube to your shop's air supply and connect it with the adapter.
- Replace the button box cover with a 3 mm hex wrench and the screws that you set aside in Step 2.
If you have an (optional)
-
Remove two M5 × 15 mm socket head cap screws securing the coolant hose mount bracket to the mill head with a 4 mm hex wrench. Then, set aside the coolant hose mount bracket.

Coolant hose mount bracket on the mill head.
-
Find the button box assembly provided, which includes the following:
Quantity Description 6 ft Tube, 1/4 in. OD, Nylon (PN 31457) 8 ft Tube, 5/32 in. OD, Nylon (PN 35922) You'll need two pieces of this tube to make the air connections. Cut it in to two 4 ft pieces before connecting the power drawbar button to the cylinder.
1 Bracket (PN 37333) 1 Button Box Base (PN 37291) 1 Button Box Cover (PN 37292) 2 Nut, Hex, M5 × 0.8 (PN 31201) 7 M5 × 6 mm Phillips Head Machine Screw (PN 37299) 2 Screw, Socket Head Cap, M5 × 0.8 - 12 mm (PN 31353) 1 Power Drawbar Button (PN 37296) -
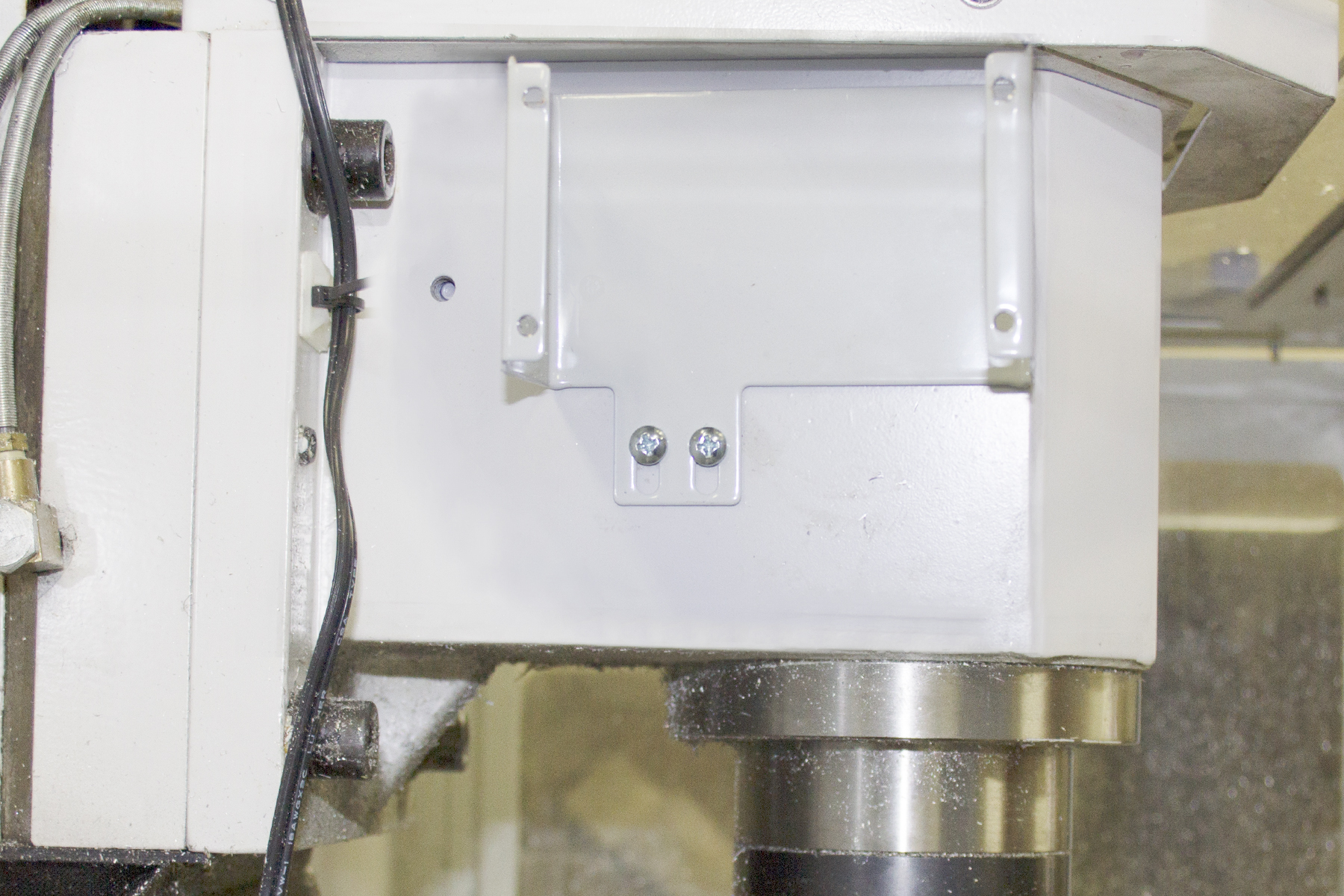
Install the button box base on the mill head with two M5 × 6 mm Phillips head machine screws. Make sure that it's flush with the bottom of the spindle cabinet, as shown in the following image.

Button box base installed on the mill head.
-
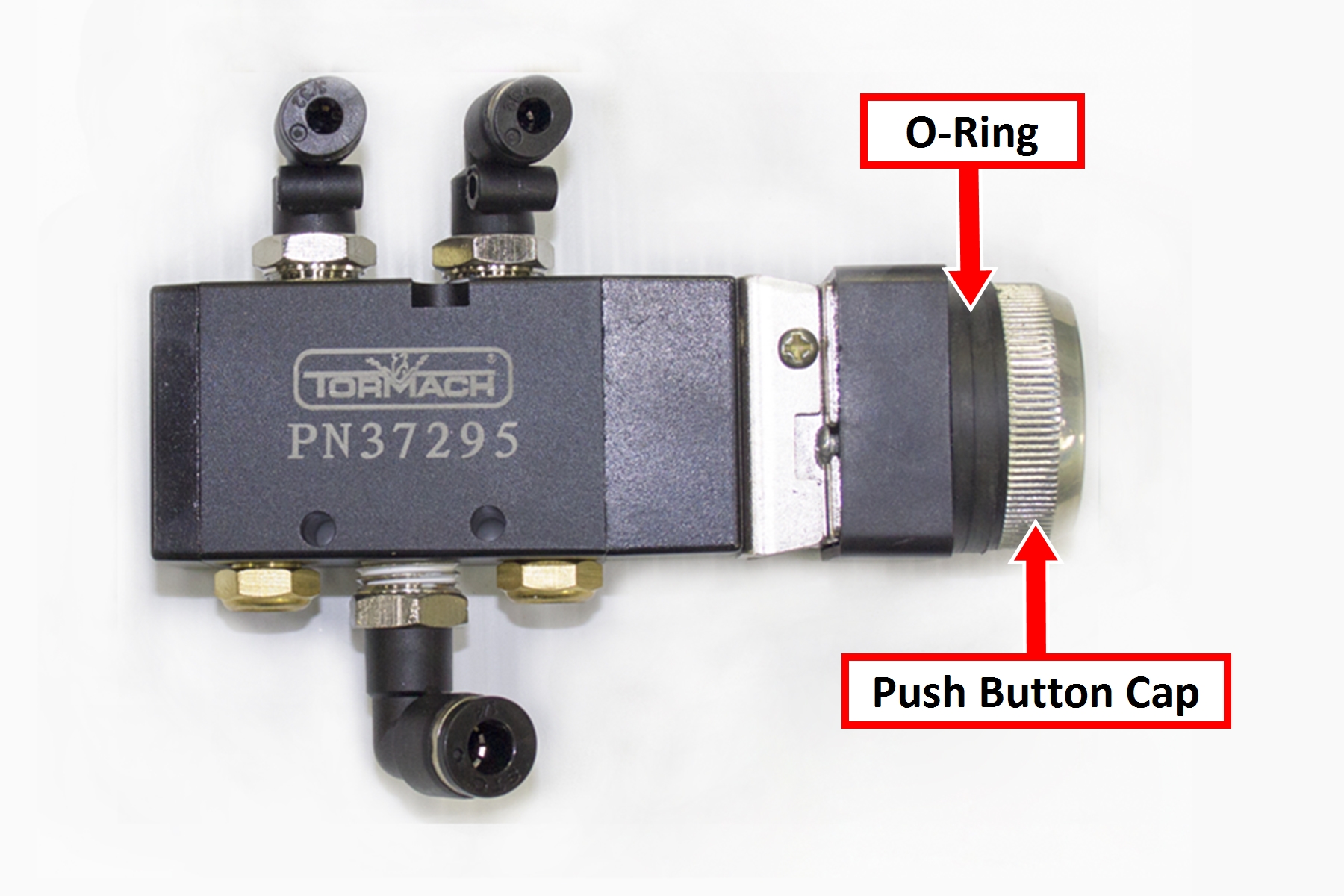
Remove the push button cap and the O-ring from the Power Drawbar button.

Power Drawbar button.
- Put the Power Drawbar button in the button box base, and then secure it in place with the O-ring and the push button cap that you removed in Step 4.
-
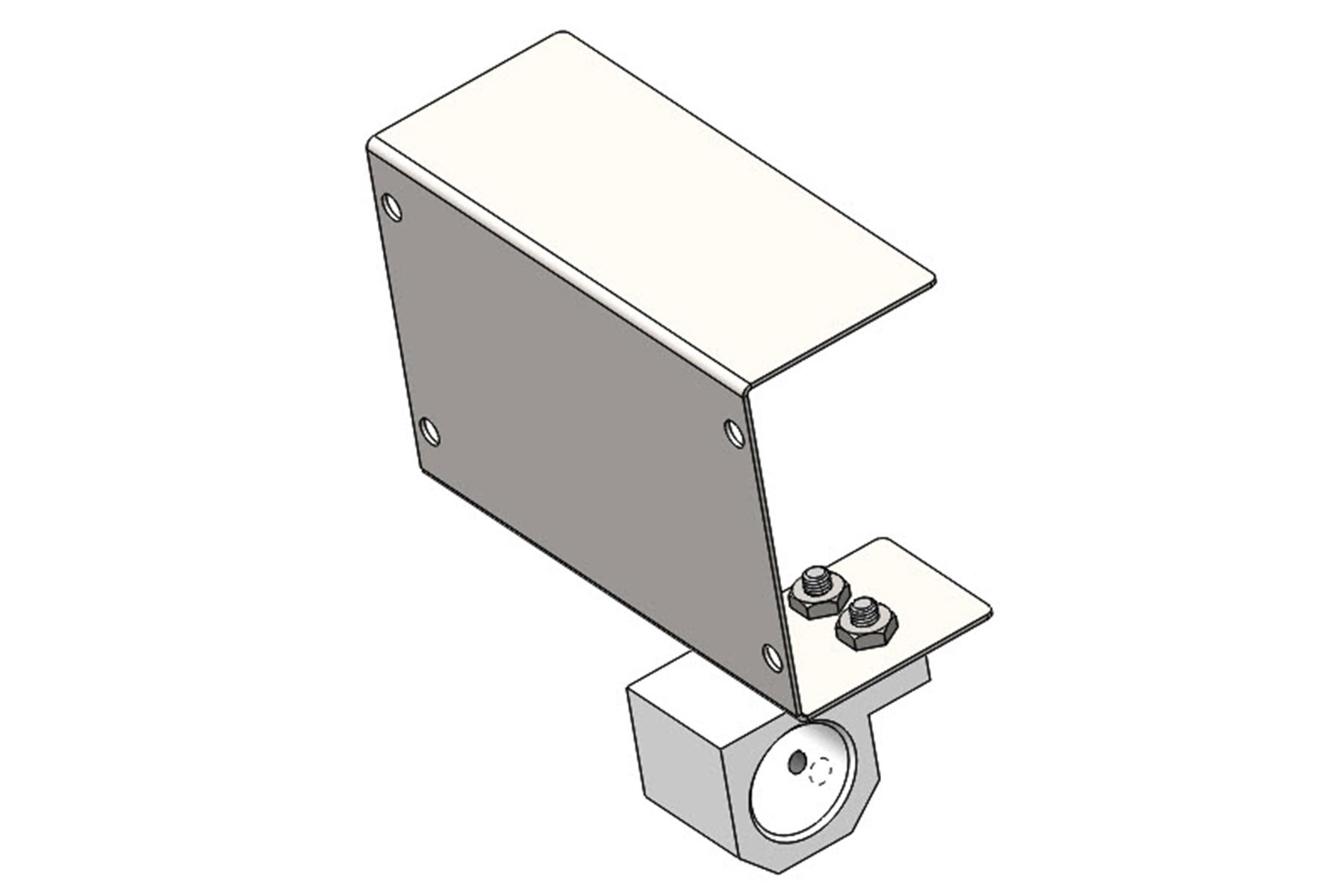
Find the coolant hose mount bracket that you set aside in Step 1. Then, install it to the button box cover with two M5 × 12 mm socket head cap screws and two M5 nuts. Set aside the button box cover assembly.

Coolant hose mount bracket installed on the button box cover.
-
Connect one end of the 5/32-in. plastic tube to the Retract port on the Power Drawbar button.

Power Drawbar button air line routing.
-
Route the loose end of the Retract air line to the Power Drawbar cylinder, and then connect it to the lowest elbow fitting.

Retract fitting on the Power Drawbar cylinder.
- Connect one end of the remaining 5/32-in. plastic tube to the Extend port on the Power Drawbar button.
-
Route the loose end of the Extend air line to the Power Drawbar cylinder, and then connect it to the top tee fitting.

Extend fitting on the Power Drawbar cylinder.
- Use the
- Connect one end of the 1/4-in. plastic tube to the Air Supply push-to-connect elbow on the Power Drawbar button.
- Route the loose end of the 1/4-in. plastic tube out of the enclosure and toward the air compressor.
- Put the 1/4 in. push-connect air fitting adapter on the loose end of the 1/4 in. plastic tube.
- Route the 1/4 in. plastic tube to your shop's air supply and connect it with the adapter.
- Replace the button box cover that you set aside in Step 6 with a Phillips screwdriver and four M5 × 6 mm Phillips head machine screws.
-
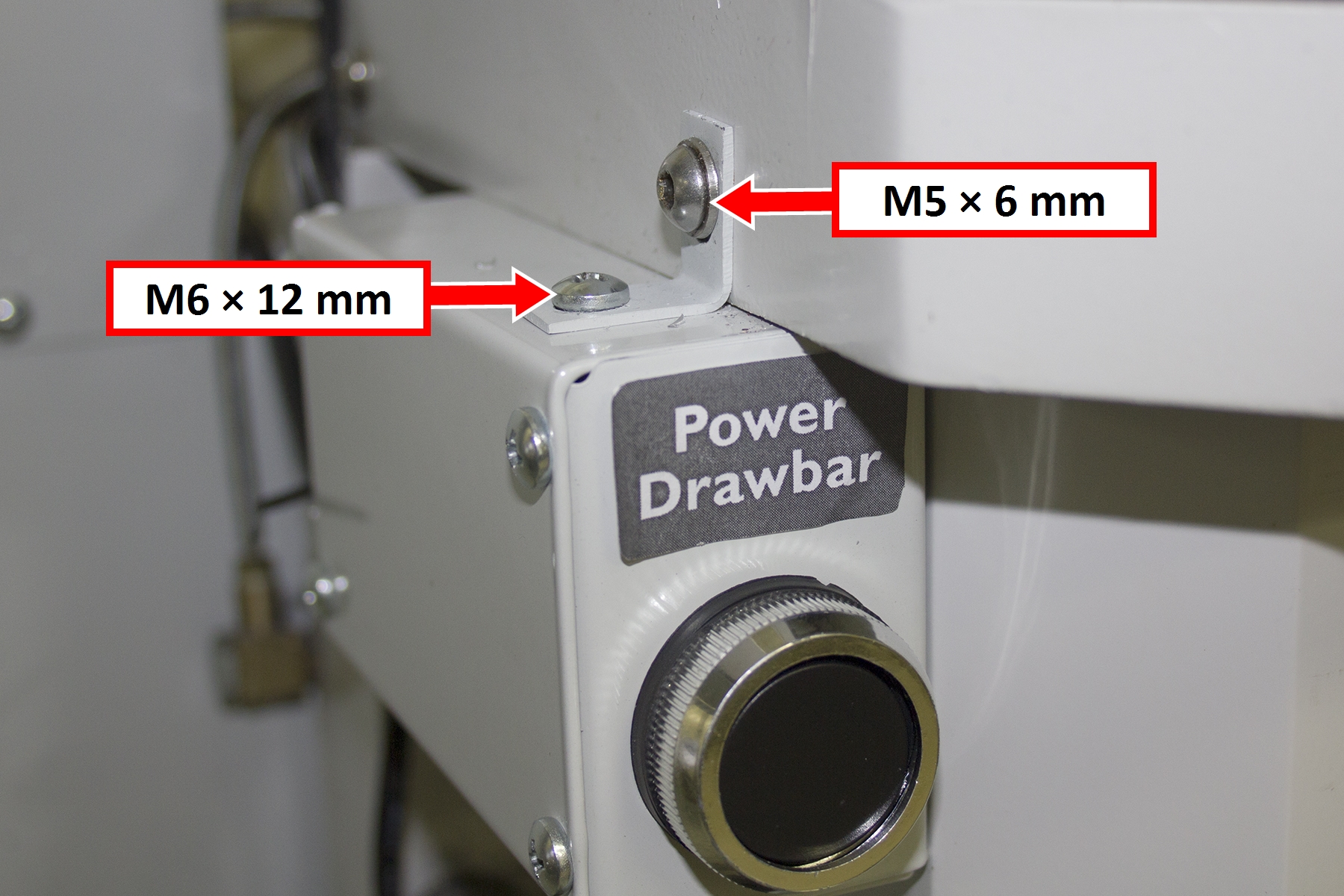
Remove the M6 × 12 mm socket head cap screw from the mill head and set it aside.

M6 × 12 mm socket head cap screw to remove.
- Install the bracket on the button box cover with one M5 × 6 mm Phillips head machine screw.
-
Install the opposite side of the bracket to the mill head with the M6 × 12 mm socket head cap screw that you set aside in Step 17.

Bracket installed on the Power Drawbar button box and the mill head.



Adjust the Power Drawbar
After the initial installation, you must complete a final drawbar tension adjustment. For more information, see Adjust the Drawbar Tension. If you don't complete a drawbar tension adjustment, there's a risk of tool pull-out.
Adjust the Drawbar Tension
This adjustment sets the highest possible drawbar tension while still allowing the Power Drawbar cylinder to release the tool. For information, seeAbout Drawbar Tension.
After the initial installation, you must examine the drawbar tension weekly. During periods of heavy use, examine the drawbar tension more frequently. If you don't, there's a risk of tool pull-out.
To adjust the drawbar tension:
- Put an empty Tormach Tooling System (TTS) tool holder into the collet.
- While using one hand to support the tool holder, use the other to push the Release Tool button.
- Depending on whether the tool holder releases or not, do one of the following:
- If the Tool Holder Releases Tighten the Power Drawbar in quarter-turn increments with two adjustable wrenches. After each turn, push the Release Tool button. Stop when the tool holder does not release. Then, loosen the Power Drawbar one quarter-turn with two adjustable wrenches.
- If the Tool Holder Doesn't Release Loosen the Power Drawbar in quarter-turn increments with two adjustable wrenches while pushing the Release Tool button. Stop when the tool holder releases.
- Make a visual reference to help you set or adjust the drawbar tension in the future: use a paint pen to make a witness mark on both the head of the drawbar and the end of the spindle.
About Drawbar Tension
While machining, the Tormach Tooling System (TTS) collet holds a Tormach Tooling System (TTS) tool holder in the spindle by applying a clamping force to both the shank and the shoulder of the tool. The tension force that is applied to the drawbar pulls the Tormach Tooling System (TTS) collet into the spindle taper, which then applies the clamping force to the Tormach Tooling System (TTS) tool.
The force on the drawbar — known as drawbar tension — is applied differently depending on the tool changing method:
- Automatic (using the Power Drawbar) Tension is applied by the compressed spring washers.
- Manual Tension is applied when you tighten the drawbar into the collet using a wrench.
Adjust the Initial Setup
In this adjustment, you'll verify that there's enough clearance between the end of the drawbar and the Power Drawbar cylinder.
If you don't do this adjustment, there's a risk that the drawbar can loosen, or that operations can be louder than normal.
-
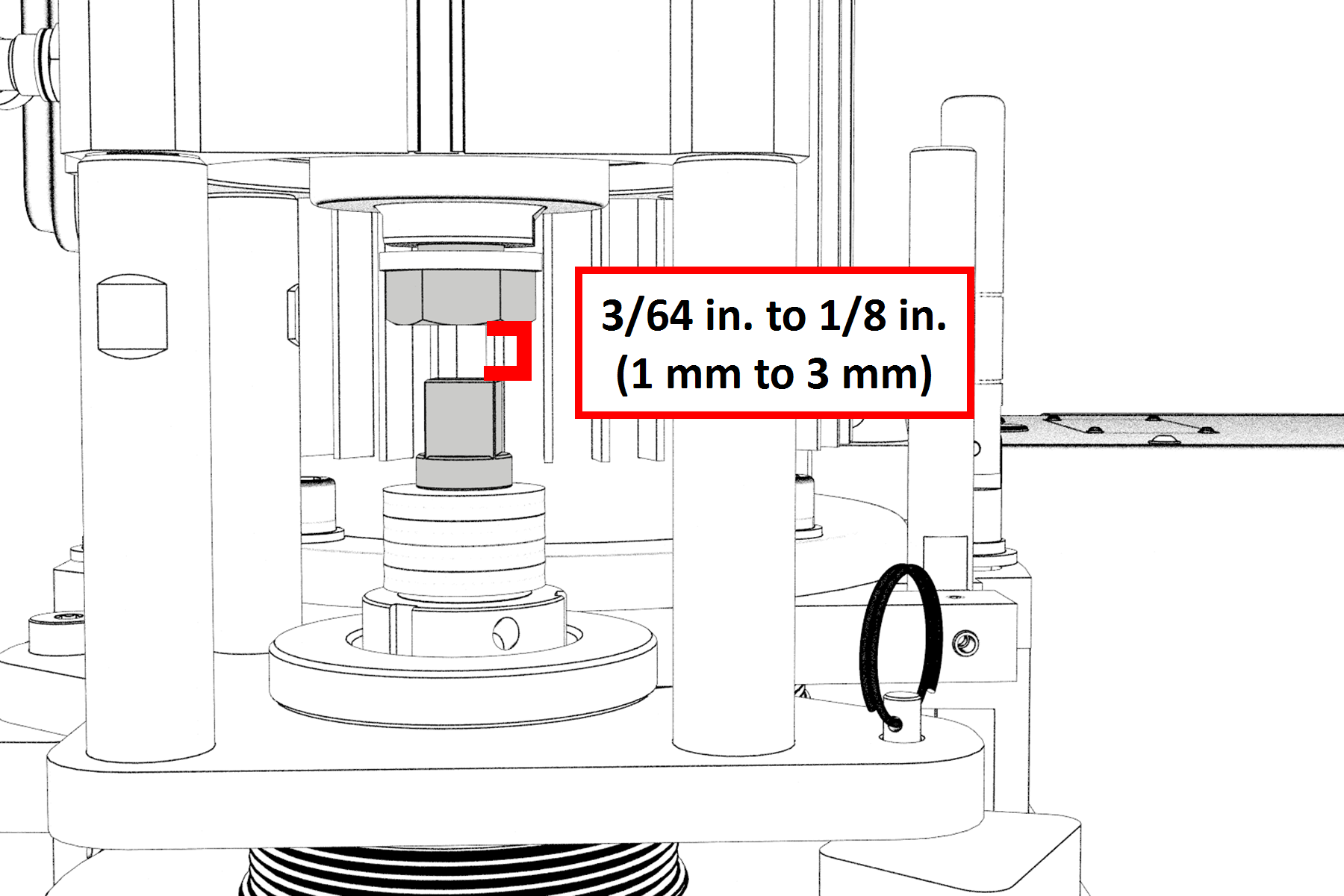
Examine the space between the hex head screw on the Power Drawbar cylinder's rod and the top of the drawbar.

Correctly spaced drawbar and Power Drawbar cylinder.
- Verify that the gap is between 3/64 in. and 1/8 in. (1 mm and 3 mm). Depending on the size of the gap, do one of the following:
- Between 3/64 in. and 1/8 in. (1 mm and 3 mm) You have completed adjusting the initial setup. Go to Operation.
- Less Than 3/64 in. (1 mm) Go to Step 3.
- Disconnect the shop's air supply from the Power Drawbar button.
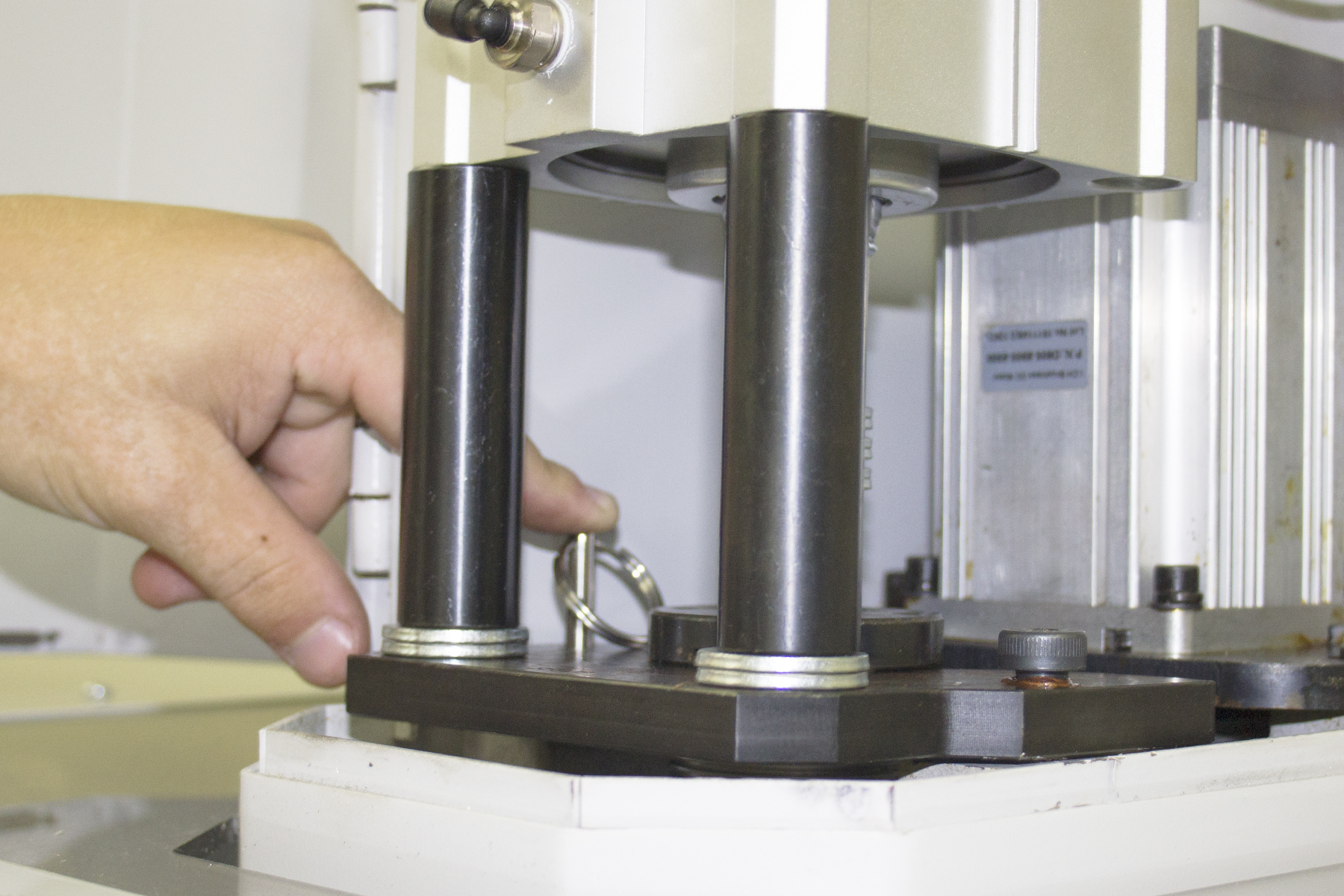
- Pull out the quick-release pin.
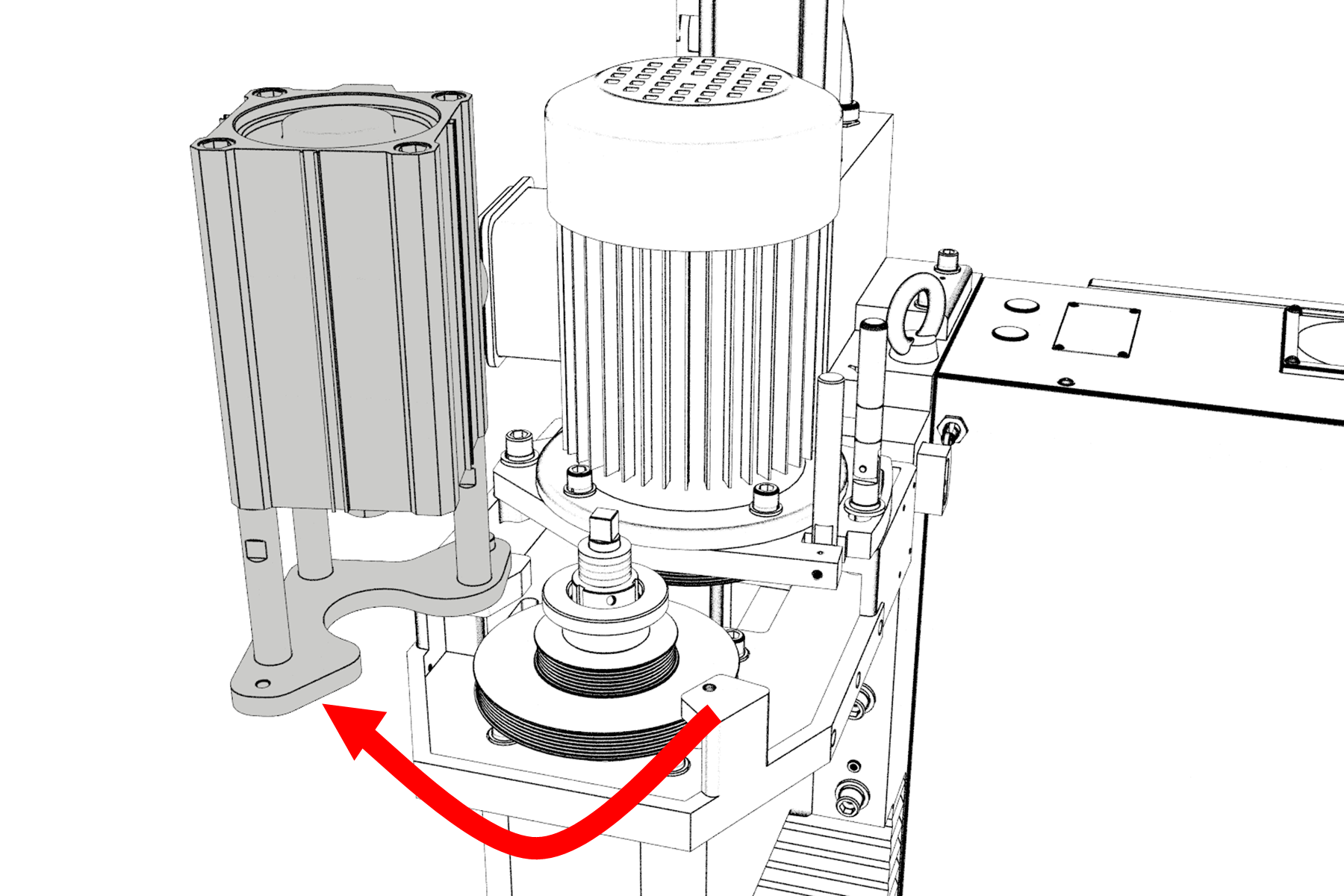
-
Pivot the Power Drawbar cylinder assembly to the left so that you can access the Power Drawbar cylinder's rod.

Power Drawbar cylinder pivoted to the left.
-
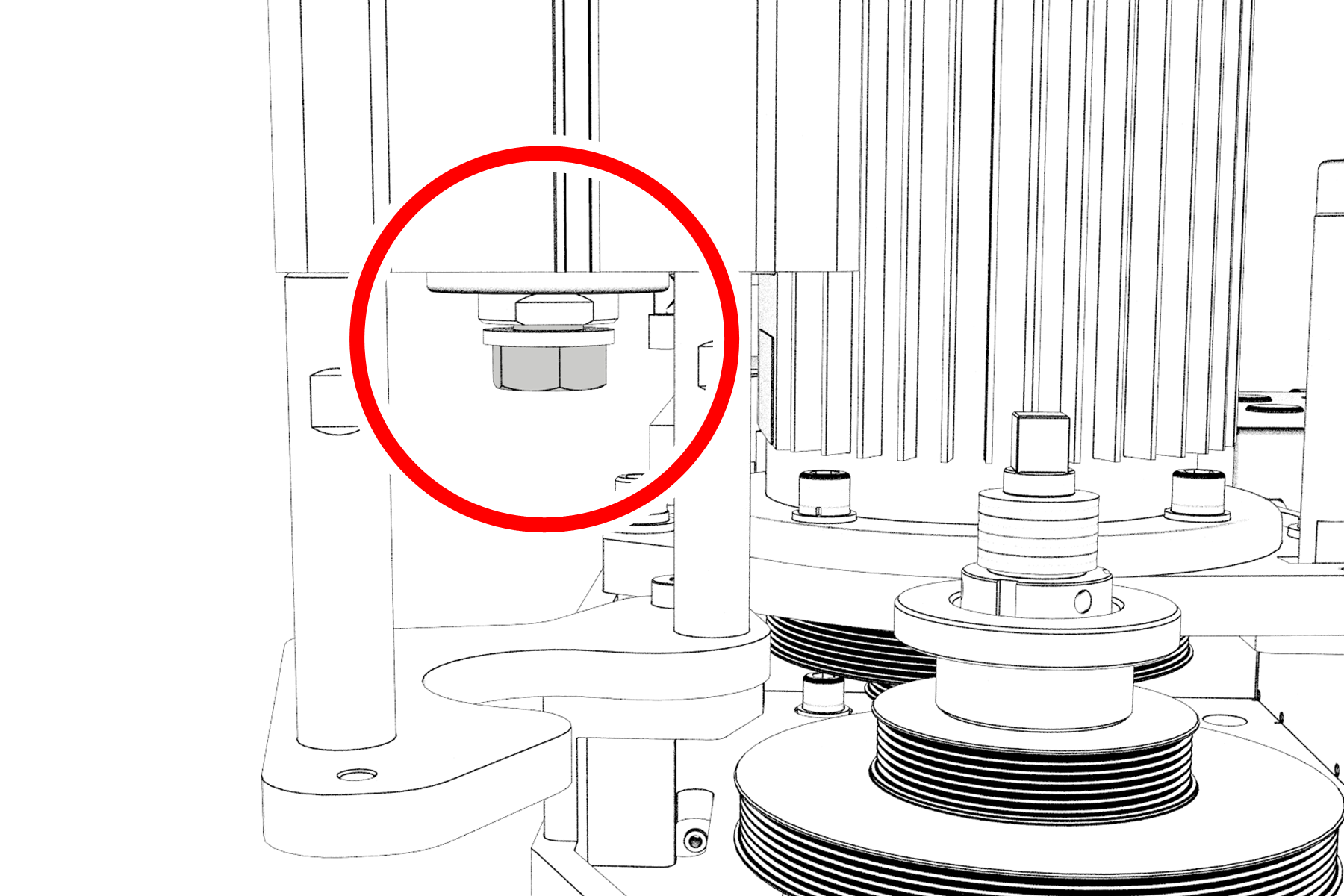
Remove the hex head screw on the Power Drawbar cylinder’s rod with an adjustable wrench, and set it aside.

Hex head screw on the Power Drawbar cylinder's rod.
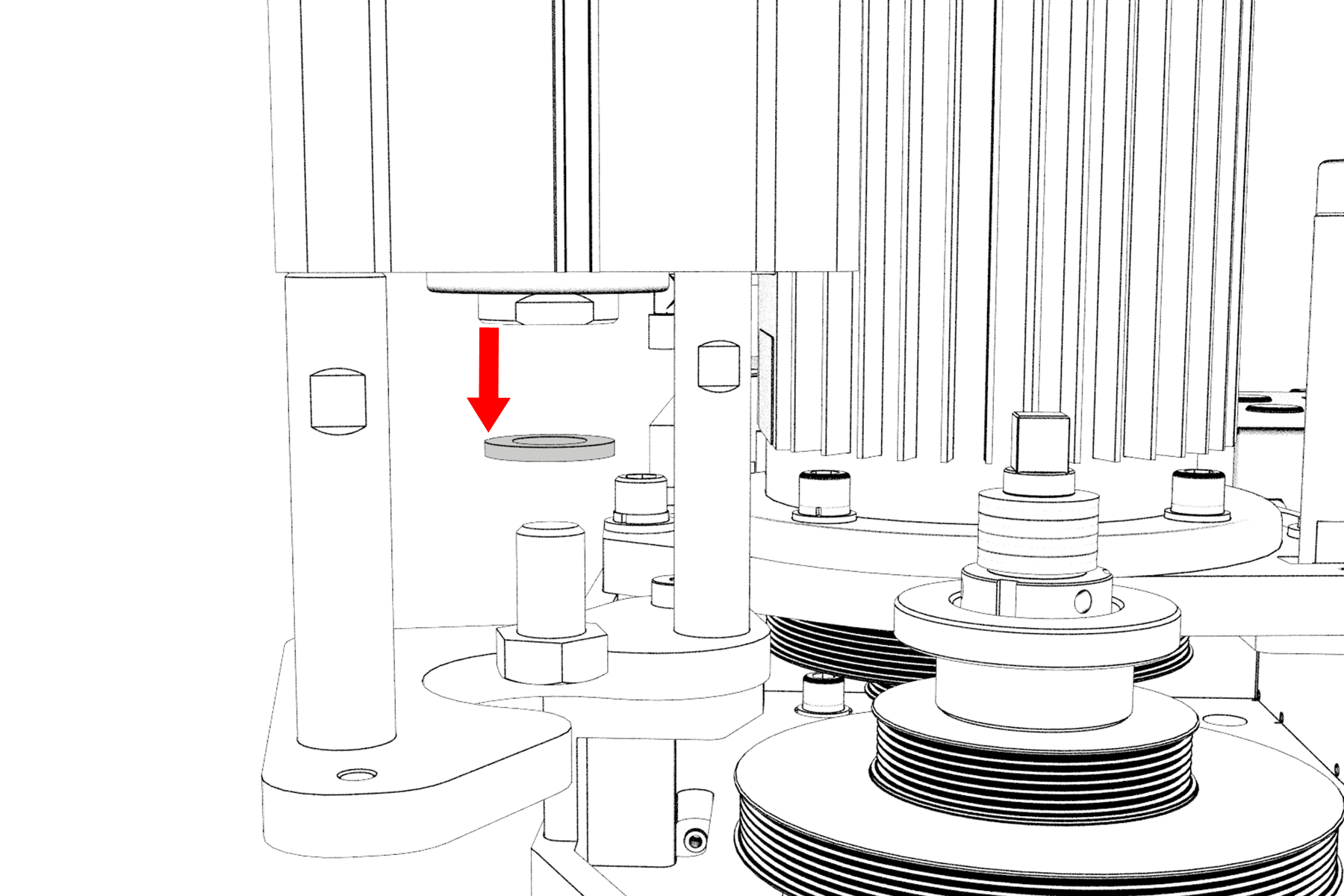
-
Remove the M16 washer from the Power Drawbar cylinder’s rod, and set it aside.

M16 washer removed from the Power Drawbar cylinder's rod.
- Put the hex head screw back in, and then tighten it completely with an adjustable wrench.
- Pivot the Power Drawbar cylinder to the original location.
- Push in the quick-release pin.
- Reconnect the shop's air supply to the Power Drawbar button.
- Examine the space between the hex head screw on the Power Drawbar cylinder’s rod and the top of the drawbar.
- Verify that the gap is between 3/64 in. and 1/8 in. (1 mm and 3 mm). Depending on the size of the gap, do one of the following:
- Between 3/64 in. and 1/8 in. (1 mm and 3 mm) You have completed adjusting the initial setup.
- Less Than 1/8 in. (1 mm) Go to Step 14.
- Find the three provided M14 flat washers.
- Put one M14 flat washer under each mounting post on the Power Drawbar cylinder.